Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
 Трубогиб для профильной трубы своими руками можно сделать разных размеров
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
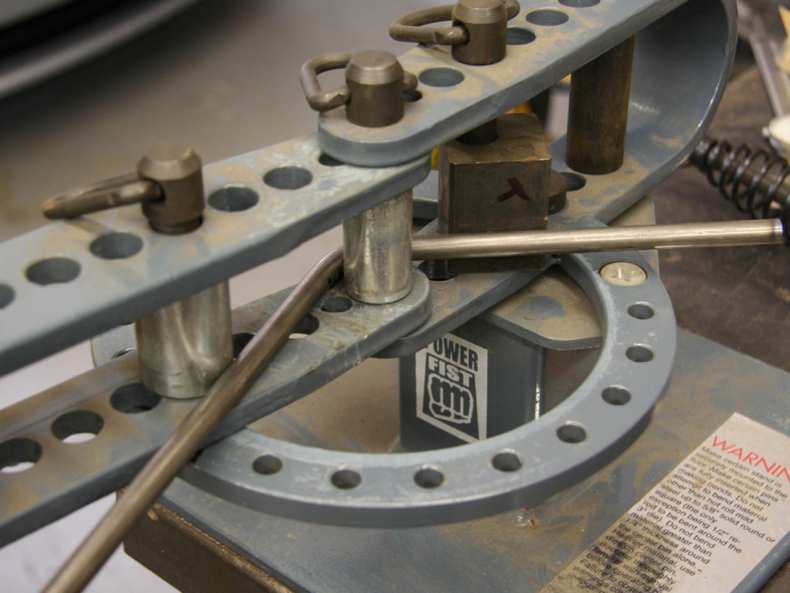
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
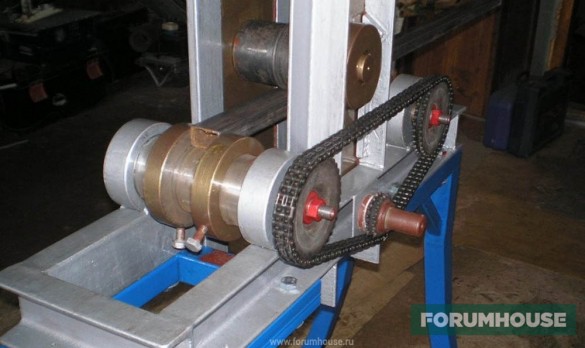
 Конструкция трубогиба для профильной трубы с подвижным средним роликом
Конструкция трубогиба для профильной трубы с подвижным средним роликом
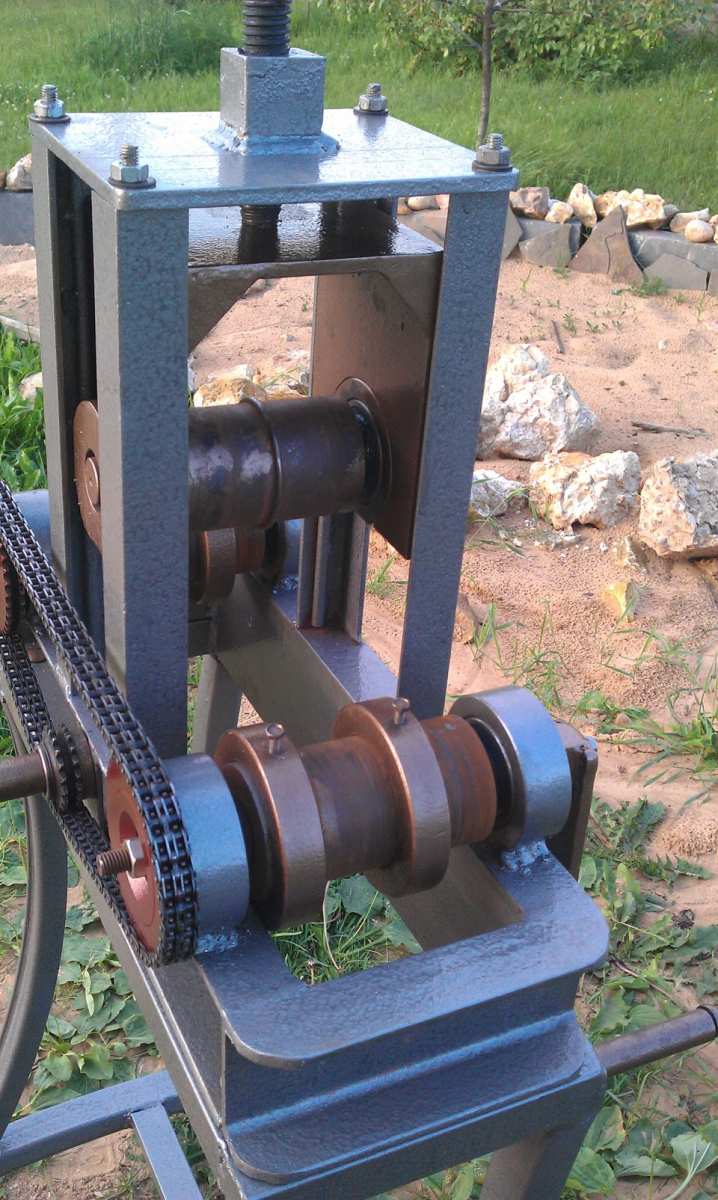
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
 Чертеж гибочного станка для профильной трубы с подъемной платформой
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
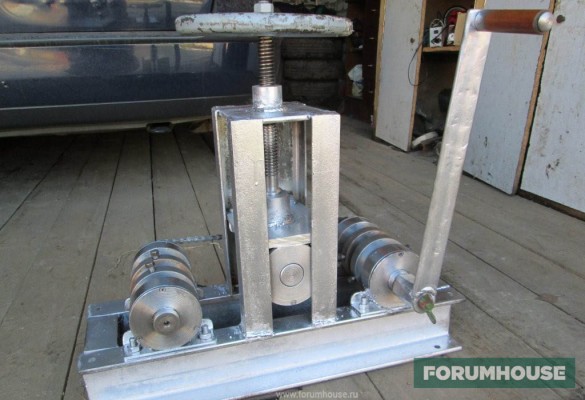
 Трубогиб для профильной трубы с подъемной площадкой
Трубогиб для профильной трубы с подъемной площадкой
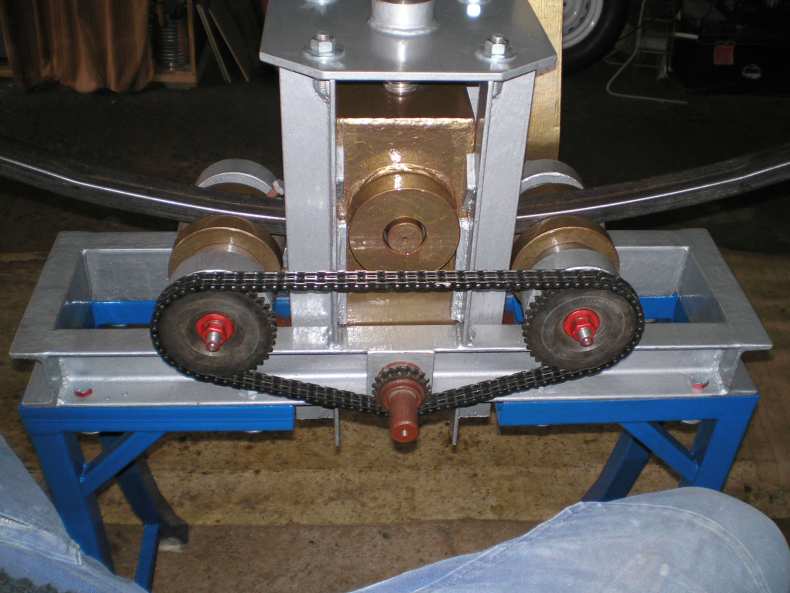
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
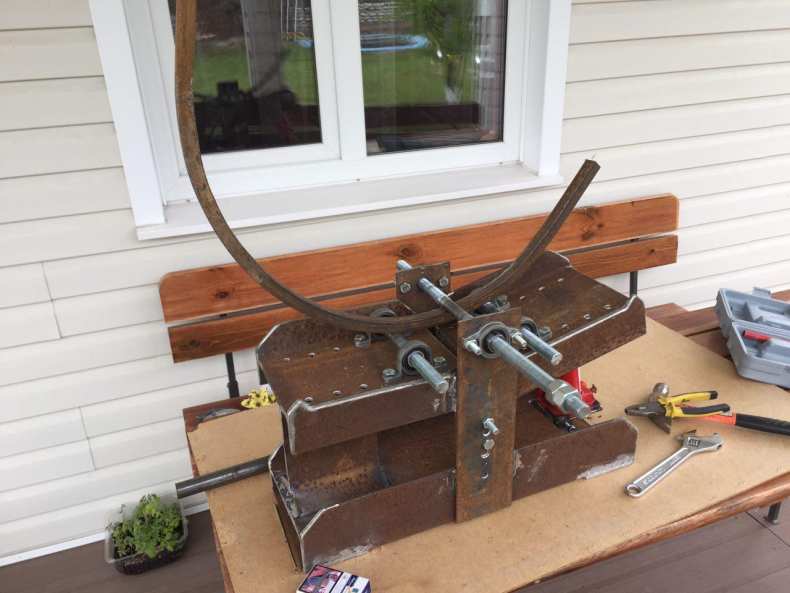
 Так выглядит станина в приваренными стойками для крепления подвижного ролика
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
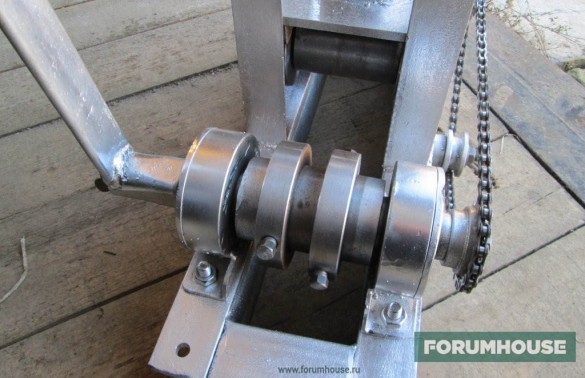
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
 Пример выточенных валиков
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
 При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
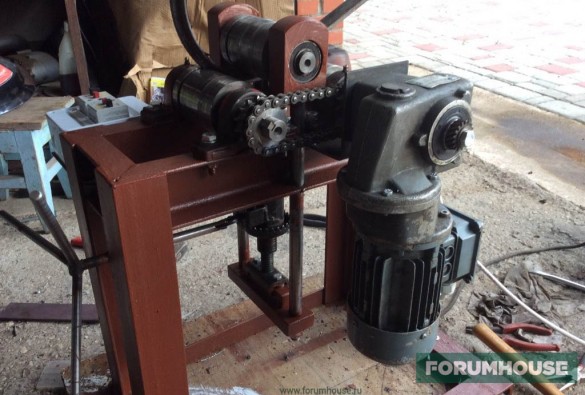
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
 Результат изгиба при помощи сварки
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
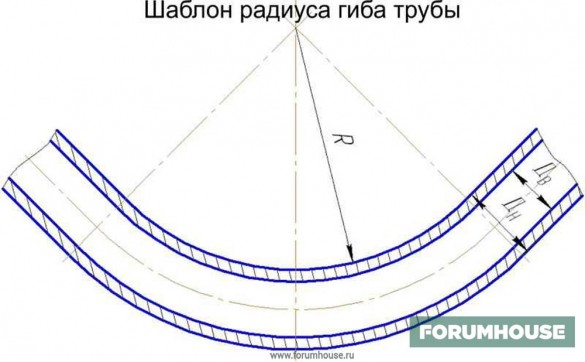
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.
 Процесс получения дуги из профильной трубы с использованием шаблона
Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.
 Шаблон на земле
Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
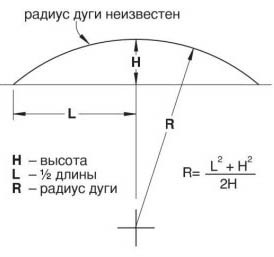
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Трубогиб своими руками: пошаговая инструкция с описанием схемы постройки простой конструкции для изгибания профильной трубы
В магазинах строительного инструмента в продаже можно встретить много заводских трубогибов, но приобретать такой инструмент, для того чтобы согнуть три-четыре трубы совсем неразумно.

А вот создать собственноручно этот интересный инструмент и применять его в быту может любой человек, который имеет некоторые знания в области физики и опыт в работе с самыми распространенными инструментами.

Содержание
Создаем трубогиб своими руками
Вариант №1 – ручной трубогиб
В общем-то устройство данного инструмента считается довольно-таки легким, а это говорит о том, что пользоваться подобным инструментом может даже человек, который не сталкивался с этими трубогибами.

Для изготовления вам понадобятся:
- Опорные катки;
- Стационарный ролик;
- Элементы шасси;
- Винт регулировки;
- Ручка (она будет приводить в движение весь механизм).

Этот трубогиб работает по принципу прокатного станка, как и большая часть всех инструментов, которые собираются своими руками. Все элементы конструкции в обязательном порядке создаются из стали или сплава алюминия, в том числе ролики опорные и упорный.







Это условие одно из самых важных, иначе при прокате трубы инструмент может искривиться или сильно деформироваться, поэтому полноценно он работать не сможет.

Вариант №2 – механизированный трубогиб повышенной эффективности
Этот вариант трубогиба был разработан простыми умельцами и любителями что-нибудь мастерить своими руками.

Для создания вам потребуется:
- Рама, сваренная из швеллеров;
- 2 прокатных ролика;
- 3 передаточных шестерни;
- Цепь;
- Редуктор и движок с механизмом ременной передачи.

Прокатные ролики смонтированы на прокатных роликах в подшипниковых элементах конструкции. Они приобретают крутящий момент благодаря шестеренкам, которые приведены в движение с помощью стальной цепи.

Вращение цепь берет от редуктора, который вращается при помощи электрического двигателя. Валы движка соединяются черед шкивы ремнем. В целом устроен данный трубогиб несложно, изменение угла сгибания осуществляется при помощи поджимного винта.

В целом такой инструмент не займет много места в гараже или дворе, поэтому есть смысл изготовить этот трубогиб.








Вариант №3 – гидравлический вариант трубогиба
Конструкция с электроприводом – это по-настоящему крутой инструмент с высоким КПД. Однако, еще более крутым считается трубогиб, который оборудован приводом в виде машинного гидравлического домкрата.

Для создания мощного трубогибами вам понадобится::
- 3 обрезка широкого швеллера;
- 3 обрезка узкого швеллера;
- Петлевой замок;
- 3 ролика, смонтированных на подшипниковые узлы;
- Ручка направления трубы с фиксированной втулкой смещения;
- Гидравлический домкрат.

На швеллерах все элементы конструкции скрепляются болтами. Верхние 2 швеллера скрепляются один с другим через петлевой замок. При этом один из швеллеров хорошо скреплен с основой, а второй должен оставаться в «свободном» состоянии, это нужно для того, чтобы шток домкрата мог приводить его в движение.
Ось опорного ролика следует соединить с рукояткой вращения, скрепляется этот узел штифтом.
Обратите внимание! Если в вышеописанных версиях трубогиба корректировки градуса сгиба применялся ходовой винт, перемещающийся опорный ролик вдоль вертикал, тот тут ту же работу выполняет «плавающий» швеллер, который передвигается гидравлическим штоком.

Такая схема требует меньшего количества энергии для совершения полезной работы, по этой причине у данного трубогиба и КПД выше.









Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.

Полезные рекомендации от мастера
- Если вы впервые решили гнуть трубы для какого-либо вида работы, следует взять во внимание некоторые нюансы этого процесса. Например, квалифицированные мастера точно ни в коем случае не станут жертвовать качеством сгиба чтобы немного сэкономить время.
- В процессе работы с трубогибом будет правильно сделать несколько слабых поджимов винта, но за 2 подхода к станку. Если же вы попытаетесь сделать всё за один подход, то вероятнее всего вы перегнете трубу, либо окажете на нее чрезмерное давление, то приведет к её разрыву.
- Чтобы вам было удобнее работать с трубогибом, необходимо создавать шаблоны из фанеры. В таком случае можно будет создавать определенные трубы для конкретного вида работ.
- Важно устанавливать прокатные ролики, которые идеально подходят для конкретного диаметра трубы, в таком случае при прокатке труба не сместится, а значит не изменится ее угол. Плюс ко всему вам не нужно будет часто поправлять трубу, смещающуюся от центра опорного ролика к боковой границе.







Если вы не можете изготовить своими руками шаблон по той или иной причине, то заведите небольшой блокнот. В него вы сможете записывать контрольные расстояния между прокатными и опорными роликами, в таком случае вы тоже будете получить трубу с нужным изгибом.

Единственный недостаток способа заключается в том, что в расстояние между валами бывает сложно измерить при помощи обычной рулетки.

Мы надеемся, что данная статья была для вас полезной и информативной, теперь вы сможете изготовить трубогиб своими руками. Желаем вам всех благ!
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.




Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Самодельный трубогиб для профильной трубы – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.

Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
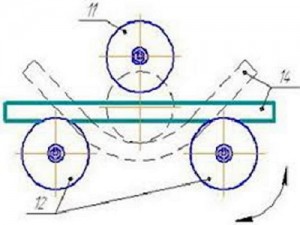
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.

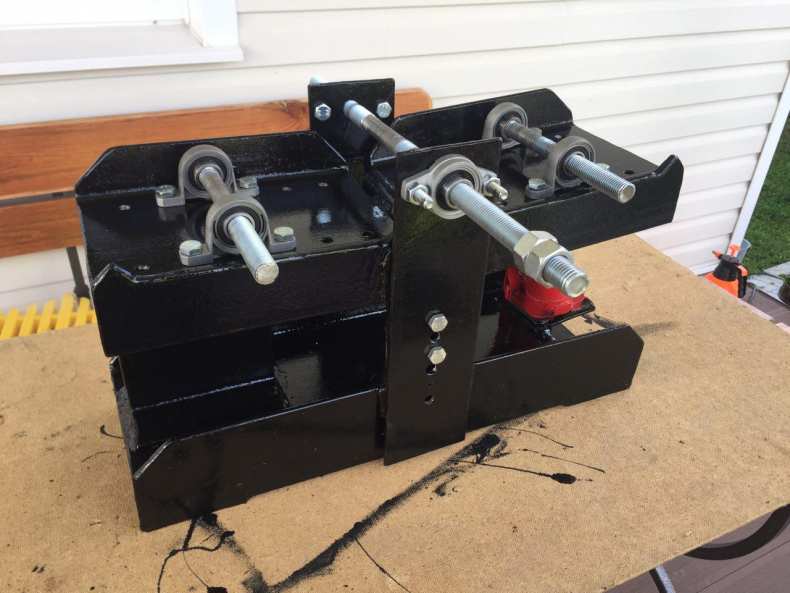
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.

Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
-
на малые радиусы RИЗГ о , вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Что же касается «дешевых» инструментов с одинарной рамой и скользящими упорами (поз. 5), то это откровенно-коммерческая халтура. Усилие изгиба – сотни кгс или тонны, и уход изгиба от плоскости («задир усов») из-за перекоса рамы может достигать 3-5 мм/м, причем по краям изгиба идет волна. Это еще не так страшно, поначалу инструмент гнет удовлетворительно. Но вскоре покрытие скользящих губок изнашивается, их металл омедняется, и на изгибе идут задиры, а то и «плюшка» с видимыми трещинами. В общем, такой инструмент – для продажи, но не для долгой регулярной работы.
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Обводные трубогибы с поворотным кондуктором
Покупной ручной обводной трубогиб с неподвижным кондуктором (в центре) нужно выбирать по тем же критериям, что и арбалетный: мощная устойчивая конструкция, прикатка заготовки к шаблону роликами (вверху в центре). На производстве достаточно широко применяются дорновые гибочные станки с электрогидравликой (справа на рис.) для очень точной и чистой гибки в размер по профилю (возможно, переменной кривизны). Дополнительный к прижимному «висячий» (паразитный) ролик служит гасителем вибраций. Электромотор через зубчатую передачу вращает кондуктор и одновременно гидронасос, от которого работает гидроцилиндр, прижимающий ролики с точно заданным усилием.
Вальцовые
Прокатные (протяжные, вальцовые) трубогибочные станки известны также в 2-х вариантах определенного назначения: с неподвижным и ломающимся столом. Те и другие, ручные и с машинным приводом, устанавливаются стационарно либо выполняются возимыми автотранспортом для использования по месту производства работ. Применяются, как правило, для гибки по большим радиусам профильных труб прямоугольного сечения, однако можно гнуть и круглые трубы. Дуги из кругляка выходят гнутыми немного винтом (по пологой спирали), но этот дефект в данном случае (круглая труба) вполне исправим в ходе монтажа. Но «винт» профтрубы обязательно пойдет и с «пропеллером», который на круглой трубе просто незаметен.
С неподвижным столом
Вальцовые трубогибы с неподвижным столом гнут профтрубы по большим радиусам без дефектов точно по профилю. Технологические «хвосты» заготовки на старте и в конце процесса не нужны, т.е. возможна гибка по профилю в размер. Однако профиль единственный: циркульная (однорадиусная) дуга. В целом такие гибочные станки – оптимум для массового производства несущих арок теплиц, навесов, гаражей и пр. хозпостроек, в т.ч. на выезде у заказчика.
Устройство вальцового трубогиба показано на рис.:

Устройство вальцового трубогиба с неподвижным столом
Слева вверху – его принцип действия: заготовка укладывается на нижние вальцы и поджимается до нужного радиуса изгиба верхним, затем вальцы приводятся во вращение, пока не выйдет «задний хвост». Нижние вальцы – одинаковые, это обеспечит симметричное растекание технологических напряжений и, соотв., чистый бездефектный изгиб. Верхний валец обычно делают диаметром в 1,5-2,5 раза больше, чем у нижних, это ускоряет прокатку, не увеличивая существенно рабочего усилия. Приобретая или проектируя самодельный трубогиб такого типа, проследите, чтобы на нем были шкала радиусов изгиба, а установочные пазы нижних вальцов – косые «обратной елочкой» (показано зелеными стрелками). Без шкалы радиусов придется испортить несколько заготовок, а вальцы в прямых пазах, поперечных или продольных (см. ниже), могут вследствие биений или смещения «пустить волну». В работе – берегитесь несимметричной установки или смещения вальцов, тогда никакая их правильная профилировка не спасет от «пропеллера». Чертежи вальцового трубогиба для профтруб до 45 мм по широкой стороне даны на рис.:

Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе
Симметрия приводного усилия также важна в первую очередь «от пропеллера». Симметричное расположение вальцов в данном случае еще не вполне достаточная мера.
Для симметричного растекания технологических напряжений ведущий валец также должен быть расположен симметрично относительно ведомых, т.е. привод станка нужен на центральный (верхний) валец. Если же, напр., по эргономическим соображениям, привод просто перенести на нижний валец (слева на рис.), то станок рано или поздно (или сразу же) даст «пропеллер» и, возможно, волну на больших радиусах.

Неправильное и правильное выполние привода вальцового трубогиба
В таком случае ведущими нужно сделать оба нижних вальца, синхронизировав их жестким вторичным приводом, напр. цепным, в центре. А лучше всего сделать все вальцы одинаковыми и синхронизировать все 3. Прокатка несколько замедлится, но ее неустранимые дефекты будут исключены. Если же заменить рычажный ворот штурвалом, как на рис. в начале раздела, да потяжелее, чтобы работал и как маховик, то гибка пойдет – «хоть для ракеты».
С ломающимся столом
Рабочий стол вальцового трубогиба данного типа состоит из 2- частей: неподвижной и подвешенной на шарнире. «Висячая» часть подпирается домкратом, и на ней устанавливается исходящий нижний валец. Таким образом точно и плавно выставляется радиус изгиба трубы. Конструкция получается довольно громоздкой и тяжелой, поэтому устанавливается только стационарно.
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
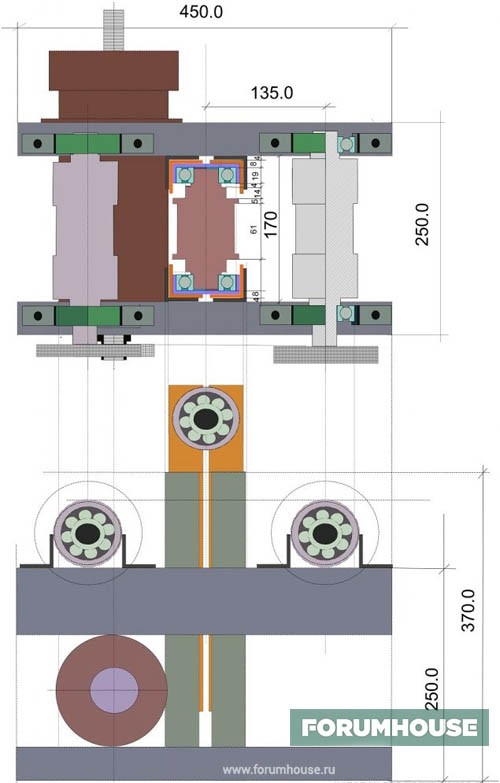
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:
![]()
Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:
Видео: серьезный трубогиб своими руками
Как сделать трубогиб для профильной трубы своими руками: чертежи, фото

Сегодня совершенно не обязательно покупать некоторые виды механического оборудования. Например, можно изготовить трубогибы для профильной трубы своими руками, и ниже мы расскажем, как сделать сразу несколько из них, по чертежам и схемам. Конструкция каждого получится не очень сложной, но зато надежной и вполне эффективной.
Ну а в том, что подобное устройство окажется полезным в быту, не приходится сомневаться. Оно серьезно облегчает подготовку к установке каркаса для теплицы, беседки, навеса, сарая – словом, любого строения, основу которого составляют металлоконструкции. Покупать его не выгодно, ведь детали для него не являются дефицитными, и на то, чтобы соединить их между собой, не уйдет много времени. Но сначала предлагаем посмотреть, что из себя представляет это оборудование.
Характерные черты
По своей сути это механическое приспособление (установка), искривляющее прямой профиль до нужного радиуса, от 1 до 180 градусов. Подходит как для металлических (алюминиевых, стальных), так и для пластиковых элементов.
Заводское оборудование стандартное, но оно подразумевает, что у вас есть опыт обращения с ним. Поэтому сделать трубогиб для профтрубы своими руками стоит хотя бы потому, что вам не придется к нему привыкать. Вы будете точно знать все особенности его конструкции и понимать, какие нагрузки выдержат его элементы.
Варианты исполнения устройства
Если вы изготавливаете его лично, у вас развязаны руки. Например, ничто не мешает реализовать установку рычажного типа, чтобы в определенной ее точке сосредотачивалось усилие, за счет чего легче обеспечить нужный радиус искривления. Подобная конфигурация позволяет создавать шаблоны, без проблем снимаемые и заменяемые на другие. Пусть их будет 2–3 – для прокатных изделий разных диаметров.
Также механизм может быть арбалетным, дроновым, то есть максимально компактным, предназначенным для коротких отрезков труб. Он окажется очень удобным при проведении монтажа, при прокладке коммуникаций, в условиях стесненного пространства.
Принцип работы трубогиба
Характер действия может несколько отличаться, в зависимости от конструкции, но в общем случае все сводится к следующему:
- Надежно фиксируете выбранный профиль в устройстве.
- Искривляете его под нужным углом предусмотренным для этого методом – путем прокатки, вальцовки, нагрева в определенной точке до приобретения пластичности, использования шаблона.
Металлическое изделие проходит через подвижные валы, и его геометрия изменяется за счет усилия, прикладываемого прижимным роликом. Если радиус закругления получится недостаточно большим, потребуется сделать еще один проход, хотя с точки зрения производительности труда, лучше, если результат будет достигнут с первого раза.
Качество механизма определяется тем, насколько сильно он деформирует материал на участке воздействия, а также его универсальностью. Чем больше диаметров и размеров он поддерживает, тем удобнее.
В связи с этим выделяют несколько видов этих устройств – по двум ключевым признакам, к рассмотрению которых мы и переходим.
Классификация по типу привода
Мотором оснащены достаточно мощные модели, которые, в заводском исполнении, активно эксплуатируются на производствах. Но подобное оборудование можно собрать и лично (на основании чертежей и схем), для последующего применения в условиях домашней мастерской. По сути, вы получите станок следующего вида:
-
Гидравлический – стационарный, мощный, рассчитанный на диаметры от 3 дюймов. Лучше всего подходит для промышленных объектов, так как позволяет с высокой степенью производительности выполнять работы в значительном объеме.
Электромеханический – хороший выбор для искривления магистральных элементов. Удобен тем, что с его помощью можно с максимальной точностью рассчитать как оптимальное прижимное усилие, так и необходимый угол.
Классификация по способу изгиба
По характеру воздействия за профиль выделяют следующие типы:
- Сегментный – протягивает заготовку через ряд роликов, каждый из которых оказывает свое воздействие и изменяет геометрию.
- Арбалетный – его основным элементом является резко выдвигающееся вперед приспособление, искривляющее зафиксированное прокатное изделие по нужному радиусу.
- Пружинный – оснащен захватами, которые распрямляются и гнут удерживаемые конструкции (если те выполнены из не самого прочного материала, например, из пластика).
Выполняя работы, допустим, собирая каркас для дачной теплицы, не стоит гнаться за большими углами. Помните, чем сильнее вы деформировали деталь, тем выше вероятность того, что она сломается под нагрузкой.
Ну а теперь перейдем к особенностям создания простейших механизмов.
Как сделать профильный трубогиб своими руками, работающий по шаблону
В данном случае направляющими элементами являются доски, сечение которых должно быть на пару сантиметров больше, чем у прокатной продукции.
- Надежно закрепляете выбранные деревянные изделия на прочном металлическом основании, способном выдерживать даже значительные нагрузки.
- Рядом устанавливаете упор, на котором впоследствии будут размещаться искривляемые детали.
- Подключаете лебедку – чтобы не приходилось предпринимать физические усилия при совершении прохода.
При таком варианте устройства не обязательно пилить доски для создания скосов, желоба или уклона, и это положительно сказывается на общей долговечности конфигурации. А вот ограничители нужны в любом случае – чтобы обрабатываемый элемент не съезжал. Его необходимо аккуратно вставить в зазор между шаблоном и упором, после чего плавно надавить на его свободный конец, задав начальное прижимное усилие.
Вариант хорош своей простотой реализации, но он далеко не всегда гарантирует точность искривления – итоговый радиус может получиться на несколько градусов меньше нужного. Ну и направляющие не отличаются универсальностью – по сути, они подходят только для одного диаметра. Поэтому есть смысл искать и другие решения.
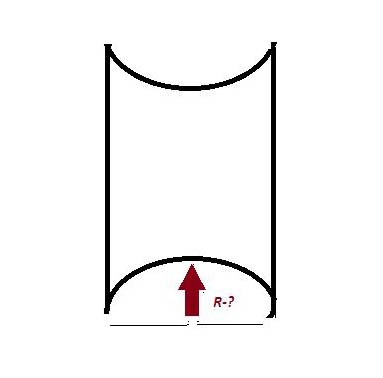
«Улитка»: сделаем этот трубогиб прокатный своими руками, с чертежом и схемами
Назван так из-за специфической формы спирали. Данный станок хорош для штамповки большого тиража однотипных заготовок. Даже в стоечном исполнении его габариты сравнительно малы, поэтому разместить его на объекте не проблема (даже если это маленькая домашняя мастерская). Управлять им тоже несложно.
Изготовление проходит в несколько этапов:
- Выполняете центр – отрезаете часть кругляка, диаметром 38 мм и толщиной 28 мм, просверливаете в нем эксцентричное отверстие в 8 мм. С помощью болгарки удаляете лишний металл так, чтобы сформировать объемный лепесток. После чего на его радиальной поверхности пробиваете новое посадочное место – под резьбу М10.
- Формируете спираль – из стальной полосы толщиной 4 мм, по проекту, с такой формой витков, чтобы впоследствии можно было обеспечить любой нужный радиус искривления.
- Вырезаете опорную пластину – из твердосплавного листа, в 3 мм, не уже, так как она должна выдерживать значительные нагрузки. Привариваете к ней центр, а затем и «улитку».
- Крепите полученный функциональный узел на стойку, металлическую и достаточно прочную, со стенкой от 3 мм. Фиксируете ее на болтах, вкрученных в предварительно просверленные для этого отверстия.
- Привариваете ручку – с обратной стороны, чтобы в дальнейшем вам было проще снимать и устанавливать обрабатываемые детали.
Единственный минус получившегося механизма в том, что оно обеспечивает лишь небольшие радиусы закругления. Если попытаться сильно искривить на нем заготовку, есть вероятность, что вы просто ее обломаете.
Прокатные устройства
По своей сути это тоже простые станки, создающие гибкие трубы под любым нужным углом. Их особенность в том, что профиль полностью проходит через всю их конструкцию (отсюда и название). В остальном же они не отличаются от стандартных: есть основание и валы, причем ведущие обеспечивают протяжку, а подвижный дает прижимное усилие.
И тут, кстати, пришла пора посмотреть, из чего вообще состоит подобное оборудование.
Важные элементы
В общем случае конфигурация механизма представляет собой совокупность следующих функциональных узлов:
- рама, выполняющая опорно-несущую роль;
- привод, запускающий и поддерживающий работу;
- оси вращения;
- валики (ролики), изготовленные из твердого и долговечного материала;
- соединительная цепь.
Трубогиб для профилей своими руками: чертежи и процесс
Для изготовления сравнительно простого станка понадобится:
- несколько отрезков швеллера (или аналогичные конструкции) и стальная полка;
- пружины высокой прочности;
- 3 тела вращения;
- приводная цепь.
Да, потребуются еще некоторые элементы, но это комплектующие, а потому их можно не выделять отдельно, а лишь упомянуть, когда они станут актуальными.
Подготовив все необходимое, нужно предпринять следующее:
- Сварить металлоконструкции и скрепить их между собой в устойчивый каркас.
- Поставить ось (стальную пластину) и валы на нее – два повыше, один – пониже; чем больше разница в уровне между ними, тем шире максимальный радиус искривления.
- Оснастить цепную передачу – укомплектовать ее тремя шестеренками и натянуть между роликами.
- Предусмотреть ручку – закрепить ее на ближайшем теле вращения, именно с ее помощью, прикладывая физические усилия, вы сможете создавать крутящий момент и приводить в движение весь механизм.
Инструкция по изготовлению простого трубогиба электрического для профильной трубы своими руками
Перечень необходимых элементов и порядок действий здесь немного отличаются. Итак:
- Делаете основу – из отрезка или уголка толщиной 3–4 мм, с отверстием (в 3 м от торца) для оси.
- Размещаете на станине подающий вал со шкивом на одном конце и соединяете его с ротором мотора ременной передачей. С другой стороны закрепляете ведущую звездочку.
- Следом ставите второй ролик, верхний, с ведомой шестеренкой.
- Монтируете шпильку и ввинчиваете в нее фиксатор.
- Располагаете третий валик, на этот раз нижний, чтобы все вместе они образовывали треугольник, способствующий лучшей деформации. Ограничиваете его перемещение, приварив сбоку П-образную вилку.
- Собираете устройство, затягивая неподвижный шкив с ручкой.
Преимущество такого оборудования – в быстроте работы, а также в отсутствии сплющивания и заломов и, наконец, в минимальном количестве стыков.
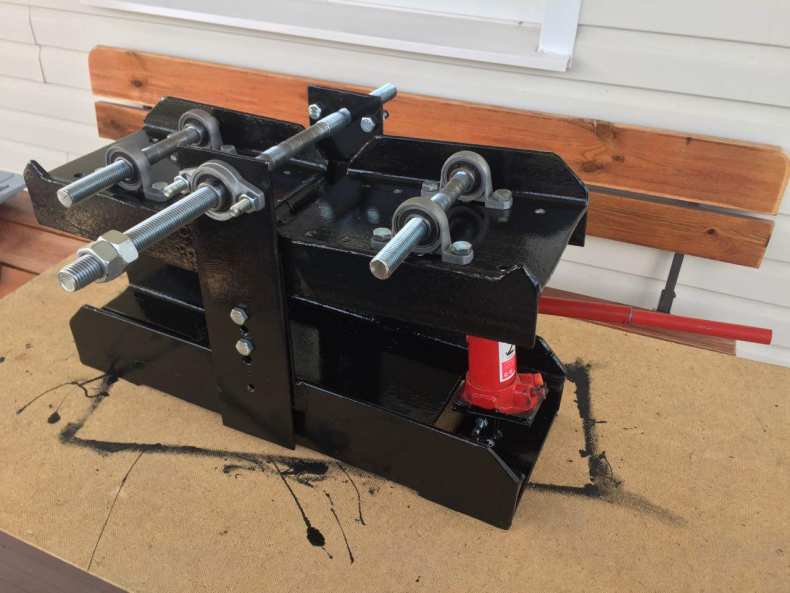
Делаем гидравлический трубогибочный станок своими руками для профильной трубы
Ключевой особенностью его комплектации является мощный домкрат, грузоподъемность которого должна составлять более 5 тонн. Соответственно, и его основа обязана выдерживать значительные нагрузки. Сборка оборудования осуществляется в такой последовательности:
- Выполняете каркас из швеллера – в форме прямоугольника.
- Крепите металлическую пластину на его дно (нижнюю плоскость), а на нее – подъемный механизм с приводной ручкой, фиксируете его болтами.
- Подбираете вальцы – так, чтобы они обеспечивали плотный обхват прокатываемых изделий – и монтируете их на одной высоте по отношению друг к другу.
- Устанавливаете башмак – ниже роликов и ровно посередине между ними; разница в высоте будет определять максимальный угол закругления.
Вот вы и изготовили простейший самодельный трубогиб для профильной трубы своими руками. Чтобы воспользоваться им, достаточно вставить заготовку, зажать оба ее конца и задействовать домкрат. Гидравлика выступит в роли мощного толкателя – поднимающийся шток окажет на участок искривления такое давление, которого хватит, чтобы справиться с самым твердым материалом. А как только нужный радиус будет достигнут, достаточно немного повращать ручку механизма в обратном направлении и вытащить деталь необходимой геометрии.
Единственный минус – сравнительно большой вес подобного оборудования. Ну и еще необходимость в подборе роликов, обеспечивающих действительно плотный обхват.
Преимущества и недостатки ручных трубогибов
Это сравнительно компактные устройства, обладающие некоторой степенью мобильности даже в любительском варианте исполнения. У них нет тяжелых или крупногабаритных узлов, поэтому их можно без труда перевезти или даже перенести на другой объект. За счет элементарной конструкции они надежны и долговечны. Они не требуют подключения к сети и не тратят электроэнергию. В этом их неоспоримые плюсы.
С другой стороны, они плохо справляются с толстыми металлическими стенками или большими диаметрами, а при работе с ними приходится прикладывать значительные физические усилия. Поэтому они не могут обеспечить высокую производительность труда. Да, для решения разовых задач, например, для обновления каркаса теплицы или беседки на старте дачного сезона, можно сделать самодельный ручной трубогиб для профильной трубы своими руками. Но если вы целыми днями пропадаете в личной мастерской, то для нее лучше потратиться и изготовить электрическую или гидравлическую модель, благо в их конструкции тоже нет ничего сложного.
Методы гибки
На практике нужно частично закруглять заготовки, выполненные из самых разных материалов, от твердосплавных до сравнительно мягких пластиков. Чтобы не допустить трещин, разрывов и других критических дефектов, в зависимости от случая, используется один из двух принципиально разных способов. Рассмотрим оба.
Холодный
Работы осуществляются без предварительного нагрева детали. Это подразумевает невысокий уровень плавкости, а значит, и небольшое изменение угла. Но и вероятность раскола или появления каких-то еще повреждений при этом минимальна.
Метод подходит для всех прокатных изделий, в том числе и для металлических, но для улучшения результата требуется заполнить их полость солью или песком, прежде чем протягивать через механизм с электроприводом или домкратом.
Горячий
Создан для особо прочных и жестких элементов, для толстых стенок и больших диаметров. Согласно ему, нужно подогревать участок в месте искривления до тех пор, пока материал не станет податливым и пластичным (та же сталь, например, раскаляется докрасна).
Воздействие точечное, а поэтому способ не слишком уступает предыдущему в экономичности. Но при его реализации важно не переусердствовать, не прожечь дырку в прокатном изделии.
Правила эксплуатации
 При использовании механизма не допускайте его падения или ударов по нему.
При использовании механизма не допускайте его падения или ударов по нему.- Обязательно защищайте его от попадания влаги и атмосферных осадков.
- В процессе работы все его вращающиеся элементы обязаны быть закрыты или хотя бы располагаться на безопасном отдалении от окружающих.
- Следите за тем, чтобы между валами не попадали пальцы, полы одежды, посторонние предметы.
Домашний трубогиб своими руками для профильной трубы: фото самостоятельно сделанных моделей
Полезные советы
- Замените звездочки приводным роликом, а прижимной винт – домкратом, и выиграете в производительности.
- Оснастите механизм системой из 3 валиков, если требуется обеспечивать большие радиусы искривления.
- Работая по шаблону, используйте металлические крючки в качестве упоров, тогда прокатное изделие точно не соскользнет с доски.
- Выполните упоры подвижными, с ограничителями – да это несколько усложнит конструкцию, но зато устройство станет более универсальным и позволит без труда изменять угол закругления по мере необходимости.
Теперь, когда есть столько схем и чертежей, вы точно знаете, как сделать станок-трубогиб для профильной трубы своими руками. Выбирайте наиболее подходящую конструкцию и пользуйтесь ей правильно.Если требуется дополнительная консультация от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контакному телефону.





