Автоклавный газобетон: преимущества материала и где применяется
Видов автоклавного газобетона довольного много, перед тем как выбрать материал для строительства необходимо изучить его свойства и характеристику.
Легкий, сборный пенобетон был изобретен еще в 1920-х годах. Постоянно развиваясь, производство АГБ сейчас предлагает очень удобный современный строительный материал.
Что это за материал
Автоклавный газобетон — это строительный материал на основе бетона. Он легко и быстро кладется, потому что его можно резать обычными электроинструментами из углеродистой стали сразу по месту работ.
Он выпускается в виде панелей, блоков или облицовочного материала.
Изготавливают его на заводах в Европе, Америке, России и Китае.
С АГБ строительство частных домов и высоток становится экономичнее и быстрее.
Виды и сфера применения
 Газобетон автоклавный обладает положительными качествами: экологичность, теплоизоляция и легкость. Благодаря этим свойствам материал применяется в частном строительстве и при сооружение общественных зданий: школ, больниц, госучреждений.
Газобетон автоклавный обладает положительными качествами: экологичность, теплоизоляция и легкость. Благодаря этим свойствам материал применяется в частном строительстве и при сооружение общественных зданий: школ, больниц, госучреждений.
Блоки меньших размеров используются при строительстве дач, загородных домов, гаражей и технических построек.
Благодаря малому весу выпускаются блоки следующих размеров (длина, ширина и высота в мм):
- 625 / 200 / 100;
- 625 / 250 / 400;
- другие размеры плит.
Блоки крупные применяются при возведении многоэтажных домов, для стен внутри помещений или ремонта старинных зданий.
Различают 3 категории АГБ по свойствам:
- Теплоизоляционный газобетон. Плотность до 400 кг/м 2 . Теплоизоляционный материал, который применяют в районах с холодными климатическими условиями.
- Конструкционный газобетон. Плотность 700 кг/м 2 . Применяется для несущих конструкций зданий до 3 этажей.
- Конструкционно-теплоизоляционный газобетон. Плотность 500 кг/м 2 . Универсальные качества теплоизоляции и прочности.
Если выполнить еще и армирование стен из автоклавного легкого газобетона, то увеличится прочность конструкции. Архитекторы уже в проекте указывают необходимость данных работ.
Состав и характеристики автоклавного газобетона
 При производстве используются следующие компоненты:
При производстве используются следующие компоненты:
- портландцемент, без активных минеральных добавок от 35 до 49%;
- известь негашеная кальциевая с содержанием CaO не менее 70%;
- кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
- гипсовый камень;
- алюминиевая пудра с содержанием активного алюминия не менее 80%;
- вода пресная для доведения массы к 100% объема;
- хлорид кальция от 0,18 до 0,25%
Достоинства автоклавного газобетона
- Соответствует нормам по пожарной безопасности за счет своей пористой конструкции.
- Легкий. Упрощается монтаж и снижается нагрузка на основание зданий.
- Не горит.
- Быстрая сборка, потому что выпускается в различных вариантах блоков и просто подгоняется под нужные размеры.
- Отличная звукоизоляция.
- Высокие теплоизоляционные свойства.
- Экологичность производства.
- Долгий срок эксплуатации газобетона проверен временем.
Однако имеются недостатки у данного вида стройматериала:
- Хрупкая структура из-за пористости.
- Крепления на стену из пенобетона требуется делать глубже и более тонкими крепежами.
- Низкая влагостойкость. Не рекомендуется использовать в душевых.
Автоклавный ГБ способен поглощать и выделять влагу. Это может быть не только недостатком. Это качество помогает избежать конденсата и плесени на стенах.
Оборудование для производства
 Этот процесс полностью автоматизирован и отлажен поставщиками оборудования.
Этот процесс полностью автоматизирован и отлажен поставщиками оборудования.
Что он включает:
- Складирование и подготовка сырья. Цемент и известь пневмотранспортом с помощью компрессорной установки загружаются в расходные силосы. Жидкости заливаются в специальные емкости и доводятся до нужной температуры. Песок обрабатывается в мельнице и подается в шламовый бассейн. Алюминиевая пудра подготавливается в суспензиаторе.
- Смешивание компонентов производится в смесительной башне с пультом управления.
- Заполнение и формовка блоков делается на посту заливки.
- Резка блоков автоклавного газобетона на струнном резательном станке.
- Автоклавные печи для доведения блоков нагреваются до требуемых характеристик.
- Транспортировка готовых блоков осуществляется на поддонах погрузчиками.
- Готовые изделия отправляются на склад.
Газобетон автоклавного твердения
Газоблоки, получаемые путем обработки в автоклавных печах, завоевали популярность и заняли достойное место в промышленном и жилищном строительстве. Материал имеет массу преимуществ перед традиционными, в том числе и природными, строительными материалами. Автоматизация технологии производства газоблоков позволяет получать изделия с заданными управляемыми характеристиками. В первую очередь речь идет о высокой прочности продукции и ее низкой теплопроводности, что особенно актуально на фоне постоянного удорожания энергоресурсов.
Состав
Газобетон получает свои удивительные свойства благодаря: известняку, портландцементу, силикату кальция, алюминиевым пастам (суспензиям), хлоридам кальция, воде и пр., которые входят в его состав в строго определенном процентном отношении друг с другом (для формирования продукции с заданными характеристиками по плотности и пр.). Расчет компонентов идет в килограммах для получения 1 м3 готовой смеси. Вяжущим веществом могут быть известь, цемент, шлак, гипс как сами по себе, так и в различных смесях. Самая распространенная основа — цемент с частями извести. Дополнительные присадки позволяют производить блоки разного цвета и придают продукции специфические свойства.
Достоинства материала
 Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Низкая теплопроводность газобетона обеспечивает сохранение тепла в зданиях без дополнительной теплоизоляции. Обеспечивает шумоизоляцию и имеет нужную степень газопроницаемости (аналогично древесине). Материал при нагреве не выделяет опасные для здоровья газы, имеет высокую пожаростойкость. Также он является нейтральной средой для микроорганизмов. Блоки легко сверлятся и распиливаются даже ручной ножовкой.
Обработка материала осуществляется любым инструментом. Продукция с конструкционно-теплоизоляционной плотностью вещества (от 500 кг/м3) предназначена для возведения стен зданий от 3-х этажей и выше. Долговечность изделий составляет десятки лет. Стоимость строительства ниже, чем из других материалов.
Недостатки
Высокотехнологичный материал (блоки) обладает способностью впитывать влагу из окружающей среды и прямых осадков, поэтому ему необходима дополнительная гидроизоляция. После монтажа конструкция стен из газоблоков имеет уже более низкую теплоизоляцию из-за мостиков холода, которые создаются скрепляющими растворами, армопоясами, металлическими закладными, кладочными швами, перемычками и пр. Блоки внезаводского производства не имеют стандартных характеристик для этого материала.
Области применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
 Важно положить первый ряд идеально ровно.
Важно положить первый ряд идеально ровно.
Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Производство
Качественный автоклавный газобетон изготавливается в условиях промышленных предприятий. Все процессы на участках производства автоматизированы, что позволяет формировать газобетонные изделия разной рецептуры с требуемыми характеристиками. Производство легко переналаживается на изготовление продукции по заявкам заказчиков.
Подготовка компонентов
Для производства автоклавного газобетона используется не сам кварцевый песок, а продукт его переработки, получаемый путем мокрого измельчения в шаровых мельницах. Далее шлам песка дополнительно обрабатывается до нужной консистенции в шламовых бассейнах. Уплотненный материал насосами подается в установки, формирующие нужные весовые пропорции компонентов.
Дозировка и перемешивание
Для этого задействуются специальные автоматизированные модули, имеющие производительность до 40 метров кубических продукции в смену. Достаточно широкий диапазон пропорций смешиваемых исходных материалов позволяет формировать автоклавный газобетон с заданными характеристиками. Дозированные составляющие будущей продукции по заданной программе перемешиваются с водой, алюминиевой суспензией и известью (портландцементом и пр.) в смесителе.
 Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Добавка гипса замедляет процесс загустения массы. После достижения смесью плотности льющейся сметаны ее разливают в формы до половины уровня. Регулирование количества и соотношения алюминия и извести определяют объем выделенного газообразного водорода и, как следствие, различную плотность газобетонов. Ударные нагрузки на формы ускоряют химические процессы замещения в газобетоне водорода в пустотах воздухом, увеличения объема материала и заполнения им форм. Происходит первичное вызревание и твердение материала.
Нарезка на блоки
Примерно через 1-2 ч. после разливки масса начинает держать форму и приобретает прочность, достаточную для резки. Структуру материала уже до 85% объема составляют закупоренные воздушные пустоты. Порезка производится проволочными пилами автоматизированного оборудования. На поворотных столах массив, освобожденный от опалубки, устанавливают вертикально и разрезают в вертикальной и горизонтальной плоскостях. Операция формирует торцы изделий и, при необходимости, торцевые зацепы, карманы для ручной переноски, пазы, гребни. Верхний и нижний слои массива отправляют на вторичную переработку для производства газоблоков.
Автоклавная обработка
Газобетон автоклавного твердения формируется при повышенной температуре и давлении, неавтоклавный — твердеет при нормальном атмосферном давлении или в условиях нагревания. Разрезанный массив загружается в специальную печь — автоклав – на 12 часов. Температура 180 градусов и давление 14 бар ускоренным образом завершают образование структуры искусственного камня и окончательное отвердевание изделий. Для автоклавной технологии характерно формирование анизотропных свойств готовых изделий.
Сортировка и упаковка
На автоматизированном участке блоки отделяют друг от друга по ранее выполненным швам и селектируют по качеству. Специальное устройство перемещает готовые изделия партиями на поддоны. Процесс упаковки заключается в гидроизоляции паллет термоусадочной пленкой и крепежной лентой.
Армировать или нет?
Автоклавный газобетон марок D500 и выше является конструкционно-теплоизоляционным материалом самостоятельного применения. Решение об армировании сооружений формируется на этапе проектирования. Для высотных построек оно обязательно. Усиливают конструкцию арматурными прутьями, укладываемыми в созданные в материале штробы. Непременно дополнительно армируют перемычки широких дверных и оконных проемов.
Выводы
Продукция предприятий, производящих автоклавные газоблоки, отличается превосходными эксплуатационными, санитарными и технологическими характеристиками. Качество изделий проложило дорогу в специальное и жилищное строительство. Продукция является самостоятельным строительным конструкционно-теплоизоляционным материалом, отвечающим самым высоким требованиям.
Производство газобетона (газобетонных блоков): технология, оборудование
Газобетонные блоки – современный и очень востребованный строительный материал, из которого возводят красивые, качественные, надежные, теплосберегающие и сравнительно недорогие дома. Газобетон представляет собой большой блок стандартного размера, сформованный из легкого ячеистого бетона, что обуславливает большое количество пор в структуре монолита.
Поэтому производство блоков осуществляют много промышленных предприятий и даже частных мини-заводов. Для получения материала установленного образца и качества должна точно соблюдаться технология его создания из правильно выбранного сырья с реализацией основных технологических процессов.
Производство газобетона стало особенно актуальным в течение последних нескольких лет, когда застройщики по достоинству оценили все преимущества и особенности материала, было построено множество домов. Ввиду хрупкости и высокого уровня теплосбережения из газобетона чаще всего строят 1-2-этажные дома по разным проектам, с ускоренным монтажом и широкими возможностями в плане реализации любой дизайнерской задумки.

Производство газобетонных блоков предполагает однотипный процесс создания материала, но разные варианты сушки – автоклавный и неавтоклавный методы. В первом случае блоки сушатся в специальной камере под воздействием высокой температуры и давления, во втором случае – в естественных условиях. Обычно автоклавный газобетон считается более качественным и прочным.

Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.

Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Сырье для газобетона
Для получения ячеистого блока используют классическую бетонную смесь с добавлением некоторых специфических компонентов.
Рецептов для производства газобетонных блоков существует множество, во многом подбор состава зависит от используемого оборудования, метода.
Обзор необходимого оборудования
Сегодня на рынке представлен большой выбор оборудования для производства автоклавного газобетона и материала неавтоклавного твердения. В Москве можно отыскать различные варианты по производительности, стоимости, качеству и т.д.

Конвейерное
Данный тип оборудования предполагает такие отличия: максимальная автоматизация производства, минимальные затраты времени и сил на создание блоков, высокая стоимость, большие объемы, наличие в комплекте всего необходимого для запуска. Конвейерное оборудование гарантирует высокий уровень рентабельности для тех, кто хочет заняться производством газобетона всерьез.
Комплект поставки стандартно включает: емкости и бункеры для сырья, ленточные конвейеры для подачи компонентов, специальный агрегат для приготовления смеси, автоклав, формы, оборудование для нарезки массы на отдельные блоки, перемещающий транспортер, тележки, дробильная установка, пульт для управления, погрузчик вилочного типа.
В сутки такая линия выдает до 75-150 м3 блоков, требует обслуживания несколькими работниками (несмотря на автоматизацию, процесс масштабный и требует присмотра).

Стационарное
Такое оборудование для производства газобетона стоит намного меньше, но и производительность предполагает меньшую – около 50 м3 в сутки. Комплект установки включает транспортеры ленточного типа, дозаторы сырья, смесительный агрегат и все необходимое.
Но полностью автоматизированным такое оборудование назвать нельзя – для его работы понадобится привлечь людей. Для установки всех компонентов подойдет помещение площадью от 500 м2.
Мобильное
Такой тип установок используют в частном производстве газоблоков. Установки стоят сравнительно немного, но быстро окупаются (особенно в условиях строительства, снижая затраты на возведение своего дома в среднем на 30%). Установки мобильного типа поставляются с компрессором в комплекте, могут работать и от бытовой электрической сети.
Такое оборудование хорошо подойдет начинающим, установку можно сделать даже самостоятельно. Производственные объемы в среднем равны 2-10 м3 материала в сутки.
Самостоятельное производство
Технология изготовления газобетона своими руками предполагает все те же стандартные этапы, но намного большие затраты труда и времени. Если на заводе многие процессы автоматизированы, то при самостоятельном производстве все придется делать без привлечения установок. Можно приобрести мини-линию или сделать определенные узлы для реализации промежуточных задач своими руками.
- Бетономешалка для приготовления массы.
- Формы для заливки блоков.
- Корыто или другая тара.
- Стальная струна для резки монолита на блоки (если используются формы, уже поделенные на блоки, то не нужно).
- Весы для отмеров.
Тут все приобретается или делается своими руками – в зависимости от желания мастера.

- Замес раствора – рецепт во многом зависит от желаемого результата, используемого сырья, но в среднем выглядит так: 50-70% цемента, 20-40% кварцевого очищенного песка, 1.5% извести, сульфата натрия либо каустической соды, меньше 1% алюминиевой пудры. Изменение пропорций меняет теплопроводность и плотность материала. Все компоненты нужно тщательно перемешивать в течение 10 минут.
- Заливка смеси в смазанные разбавленным машинным маслом формы до половины (смесь увеличится в объемах), ожидание начала процесса газообразования (4 часа этап занимает в среднем). Удаление лишнего раствора.
- Накрытие залитой смеси теплоизоляционным материалом.
- Демонтаж опалубки на 2-е сутки после заливки, после чего блоки можно выложить на поддоны и сушить.
- Отправка изделий на склад – через 2-3 суток сушки.
- Выжидание полного набора прочности блоками за 28 суток и реализация или использование в строительстве.

Автоклавная обработка
Производство газоблока с использованием автоклавного метода возможно только в заводских условиях, при наличии соответствующего оборудования.
- Подача сырья в дозатор компонентов, замес раствора смесителем.
- Заливка смеси в форму единым монолитом, ожидание прохождения процесса газообразования с увеличением блоков в размерах.
- Кантование блочного массива и резка на отдельные блоки.
- Обработка блоков в автоклаве, где они под воздействием температуры и пара, давления (в течение 12 часов) приобретают нужную прочность и другие характеристики.
- Применение газобетона в строительных работах сразу после сушки в автоклаве.
Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.

Инструкция по изготовлению блочного материала
Самостоятельное изготовление газобетона – процесс сравнительно несложный, но трудоемкий. Если формы покупать не планируется, то начинают с их изготовления: из досок или металла делают коробку, внутри по длине монтируют перемычки, которые делят каркас на отдельные ячейки. Если используется фанера, то она должна быть влагостойкой. Для качественной фиксации в досках делают пропилы.

Размер ячеек должен точно соответствовать габаритам блоков. Для ускорения процесса можно сделать несколько форм для газоблоков одного или разных размеров (стандартных их существует несколько).
Для замеса раствора желательно приобрести компрессор, смеситель, рукава и проволоку для удаления лишней смеси. Если всего этого нет, смешивать массу можно в бетономешалке или ведре миксером самостоятельно. Все компоненты загружают в емкость, массу тщательно мешают до однородности, потом разливают в формы до половины, ожидают поднятия смеси.
Когда реакция началась и прошла, газообразование должно увеличить блоки в два раза почти, лишнюю смесь удаляют по прошествии 5-6 часов после заливки. Демонтировать опалубку можно через 14 часов, осторожно постукивая по стенкам. На открытой площадке или в помещении материал складируют, позволяют ему полностью набрать прочность (28 суток).

Расходы и доходы
Производство газобетона – прибыльный бизнес, особенно если есть возможность вложить в хорошее оборудование, позволяющее создавать качественные блоки, отвечающие всем установленным характеристикам.
- Подготовка документов – в течение 14 дней и более, с выбором формы собственности, возможным привлечением юриста.
- Поиск помещения для аренды или покупки – нужны помещения для организации производства, склада, офиса (опционально). Внимание обращают на местоположение объекта и цену за 1 м2, ища баланс между удобством транспортной развязки и расходами.
- Покупка оборудования – а также наладка, обучение сотрудников. Желательно отдавать предпочтение признанным производителям, смотреть на срок гарантии, сервисное обслуживание и т.д.

- Покупка сырья – желательно сразу искать партнеров с заключением договоров, обсуждением объемов, скидок и т.д. Экономить на сырье в плане качества нельзя.
- Наем сотрудников – как минимум для производства (бухгалтера можно привлечь по аутсорсу, работу специалистов по продажам пока делать самостоятельно).
- Запуск производства – начало работы линии, проверка всех процессов, анализ, поиск эффективных решений.
- Маркетинг и реклама – тут могут использоваться любые методы, которые реально оплатить и окупить.
- Продажа продукции и доставка – оформление документов, покупка транспорта, выставление счета за услуги.

- Полный комплект оборудования – 7000000
- Сырье для производства 2500 м3 блока – 4220000
- Заработная плата, отчисления (за месяц) – 280000
- Коммунальные платежи – 1650000
- Продажа 2500 м3 блоков – 8750000
- Расходы на рекламу – 480000
- Аренда помещений – 420000
- Доход (чистый) – 1700000
Срок окупаемости – около 4-5 месяцев.
Если планируется открыть производство своими руками, то тут цифры будут другими. Самое бюджетное оборудование обойдется в 40000 или меньше (если оборудования нет вообще, а используются бетономешалка либо ведро с миксером), себестоимость продукции составляет 2000. При изготовлении 85 м3 блока себестоимость газобетона получается 170000, плюс цена оборудования 40000, получается 210000.
Готовая продукция в магазине стоит 3500 рублей за кубический метр, 85 кубов обойдутся в 297500 рублей. То есть, даже при одноразовом использовании оборудования экономия составит 87500 рублей. С другой же стороны, качество блоков будет совершенно не таким, как у газобетона, произведенного в условиях завода с автоклавом.
Производство газобетонных блоков
Газобетон (другие названия – ячеистый, или газосиликатный, а также ААС – аэрированный автоклавный бетон) – композитный строительный материал, появившийся в Европе в 1930-х годах и к настоящему дню являющийся одной из наиболее распространенных альтернатив традиционным аналогам.
Стены дома из газобетонных блоков имеют степень огнестойкости REI 240 и способны переносить прямой контакт с огнем в течение 4 часов без изменения физических и тепловых характеристик. Данный показатель в несколько раз превышает аналогичные свойства кирпича и является наиболее высоким среди всех строительных материалов.
Как делают газобетонные блоки
Этот вид материала относят к искусственному камню. Состоит газоблок из многих компонентов. Главная отличительная особенность газосиликатного блока – наличие пузырьков газа размерами 0,5 – 3 мм, равномерно распределенных в толще бетона. Благодаря этому газобетон получается легким, имеет небольшую теплопроводность.
Из газосиликатных блоков легко возводить здания в 1 – 3 этажа, делать надстройки на старых домах, быстро возводить торговые, промышленные, хозяйственные постройки.
Характеристики газосиликатов определяются составом и технологией производства. Так, чем больше пузырьков газа в газобетоне, тем больше пористость материала, меньше теплопроводность, но и одновременно меньше прочность.
Суть процесса газообразования – химическая реакция между металлическим алюминием и гидроксидом кальция из известкового раствора, в результате которой получаются алюминаты кальция и водород. Этот газ равномерно распределяется в полужидкой газосиликатной смеси и заставляет ее увеличиваться в размерах, после чего масса застывает.
Для разных целей производят различные виды газобетона. Выбор зависит от этажности здания, нагрузки на конструкцию, требований к уровню тепло- и шумоизоляции. Добиться желаемых результатов можно, используя газосиликатные блоки разной толщины, комбинируя их с другими стеновыми и отделочными материалами.
Состав и технология производства газобетонных блоков
В состав газобетона входят:
- Песок, преимущественно кварцевый, около 70 %.
- Портландцемент 8 – 10 % с высоким содержанием силиката кальция (от 60 %).
- Вода.
- Негашеная известь до 20 % с большим содержанием оксидов магния и цинка.
- Гипс 2 %.
- Пудра из алюминия 2 % – порообразующий компонент. Чаще используют пасты и суспензии из алюминия, так как при добавлении порошка в чистом виде образуется много пыли.
Хлорид кальция добавляют для ускорения процессов затвердения материала. Если добавить армирующие волокна, газобетон получится более прочным. Тогда из него можно делать плиты перекрытия, перемычки. Иногда в состав газосиликатных блоков вводят отходы металлургического производства – золу и шлаки.
Точные состав и пропорции, из чего делают газосиликатные блоки, определяются ГОСТом и зависят от целей строительства. Чтобы получить нужный вид газобетона, закладывают компоненты в соответствующих пропорциях. Процентная доля пор в газобетоне определяет вес и прочность готовой плиты, колеблется в большом диапазоне:
- От 38 % для получения прочных строительных блоков.
- Около 52 % в облегченных плитах, предназначенных для межкомнатных перегородок, надстроек над готовым зданием – мансард, верхних этажей, одноэтажных легких хозяйственных построек.
- До 92 % для получения плит как теплоизоляционного или отделочного материала, на которые не предусмотрены функциональные нагрузки.
Подготовка компонентов смеси осуществляется на отдельных технологических установках (шаровых мельницах), перемалывающих гипс, песок и другие компоненты до состояния шлама плотностью 1,71–1,72 кг/л.
Мощность данного оборудования позволяет перерабатывать 25 тонн прямого шлама в час. Дозировка компонентов выполняется при помощи компьютерного оборудования полностью в автоматическом режиме на основе конкретной рецептуры. Помимо массы учитывается также плотность и температура отдельных элементов смеси.
Корректировка данных показателей производится путем добавления теплой или холодной воды из резервуаров, которыми оснащена смесительная башня.
Приготовление алюминиевой суспензии осуществляется на отдельном участке и добавление ее в смесь происходит через высокоточный весовой дозатор.
Газобетонные блоки торговой марки Bonolit производятся из натуральных компонентов. Для создания смеси используется известь, гипс, кварцевый песок, вода, а также цемент и газообразующие компоненты (алюминиевая паста или пудра).
Наличие газообразователя в смеси дает возможность создать сквозные равномерные ячейки в структуре готовых изделий, что снижает их массу и теплопроводность. Для формирования однородного состава используется специализированное оборудование (шаровые мельницы, шламбассейны и т. д.).
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.
Газобетон производится в несколько этапов:
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.
Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
Контроль качества
Важный этап при изготовлении любых строительных материалов – контроль качества. Он позволяет проверить готовую продукцию на соответствие СНИПам и ГОСТам. Контролируют:
- массу;
- размеры;
- плоскость перпендикулярности;
- теплопроводность;
- процент пористости;
- качество краев и замковых элементов;
- пожаробезопасность;
- звукоизоляцию;
- вентиляционные свойства;
- экологичность.
Каждый компонент смеси, а также готовая продукция проходят обязательный контроль качества в собственной лаборатории компании Bonolit. Помимо этого, образцы сырья и товаров из ассортимента периодически отправляются в Голландию для проведения независимых исследований. Отечественные и зарубежные специалисты регулярно отслеживают уровень экологической безопасности производственных смесей компании Bonolit, а также контролируют качество готовой продукции.
Только после этого газобетон поступает к заказчику, можно быть уверенным в его высоком качестве.
Оборудование для производства газобетона
Для получения надежного газосиликата необходимо современное оборудование:
- Механическое или вибросито для удаления посторонних предметов из песка и цемента.
- Шаровая мельница для измельчения и смешивания сухих сыпучих компонентов.
- Дозаторы, которые отмеряют нужное количество каждого вещества.
- Растворосмеситель равномерно перемешивает все компоненты или бетономешалка.
- Формы для застывания смеси со съемной опалубкой.
- Оборудование для контроля за размерами, количеством пузырьков газа и их распределением.
- Рамы для нарезания плит на блоки нужного размера. Шаблоны, пилы разного размера, струны.
- Автоклавы.
- Парогенератор для создания высокой влажности, паропровод.
- Автоматизированные погрузчики.
Виды, характеристики и размеры газобетонных блоков
В зависимости от свойств газобетона и сферы применения различают:
- конструкционные – плотность 700 – 900 кг/ м куб.;
- конструкционно-изоляционные – плотностью 500 – 700 кг/ м куб.;
- теплоизоляционные газосиликатные блоки – плотностью 350 – 400 кг/ м куб.
По технологии затвердения:
- с использованием автоклава: твердение происходит в условиях повышенного давления, температуры и влажности.
- без него: гидратационное твердение при повышенной температуре и влажности, но при нормальном давлении.
Состав газосиликатной смеси может отличаться. Преобладающим компонентом (более 50 %) может быть:
- известь-кипелка;
- портландцемент;
- шлак;
- смесь шлака и извести;
- высокоосновные золы.
Кремнеземистый компонент тоже бывает разным:
- Природный материал – песок, прошедший очистку и измельчение.
- Отходы промышленности – зола гидроудаления, вторичные продукты, полученные при работе ТЭС, обогащении руд, производстве ферросплавов.
По размерам газосиликатные блоки можно делать:
- По ширине от 10 до 50 см.
- По высоте от 20 до 30 см.
- В длину 50 – 60 см.
По форме блоки из газобетона производят:
- простые прямоугольные для возведения внутренних и наружных стен;
- с пазами и гребнями на месте будущих стыков – для улучшения качества, герметичности, ровности шва;
- для перегородок;
- армированные – для перекрытий;
- U-образные – для оконных и дверных проемов.
Подготовка материалов
Изготовление газосиликата начинается с подбора компонентов, их подготовки. Песок нужно измельчить. Путем просеивания через автоматическое вибросито песок освобождают от крупных посторонних частиц. Далее его измельчают. Для этого смешивают с небольшим количеством воды и в мельнице мокрого помола перемалывают до состояния песчаного шлама. Именно в таком виде его можно уже смешивать с другими компонентами – цементом, известью, водой. Последней добавляют алюминиевую пудру, которая запускает процесс образования пор.
Формование
Для придания нужной геометрии газосиликатный раствор заливают в формы. Спустя 3 – 4 часа процесс выделения газа прекращается, увеличение массы в объеме останавливается. Еще примерно через час материал приобретает достаточную твердость, чтобы можно было удалить опалубку с форм. Газосиликатный массив нарезают на модули, ровняют кромку. При помощи струн можно делать гребни, пазы для плотной стыковки соседних элементов. При необходимости отправляют в автоклав для затвердения.
Упаковка
После полного остывания готовых блоков их упаковывают на автоматической линии. Это предохраняет газосиликатные плиты от загрязнения в процессе транспортировки, механических повреждений. Их можно доставлять в вагонах открытого типа и автомобильным транспортом.
Газобетон и газосиликат: какая разница между ними?
Газосиликат состоит главным образом из песка, извести, воды, алюминиевой пудры. Бетон может присутствовать в меньших количествах или отсутствовать совсем. В отличие от него газобетон в составе вяжущей смеси содержит преимущественно портландцемент с небольшим количеством песка и извести. Иногда независимо от состава смеси ячеистые формы бетона называют газобетоном.
Термином газосиликаты пользуются с 2007 года для обозначения газобетонов, подвергшихся автоклавному твердению.
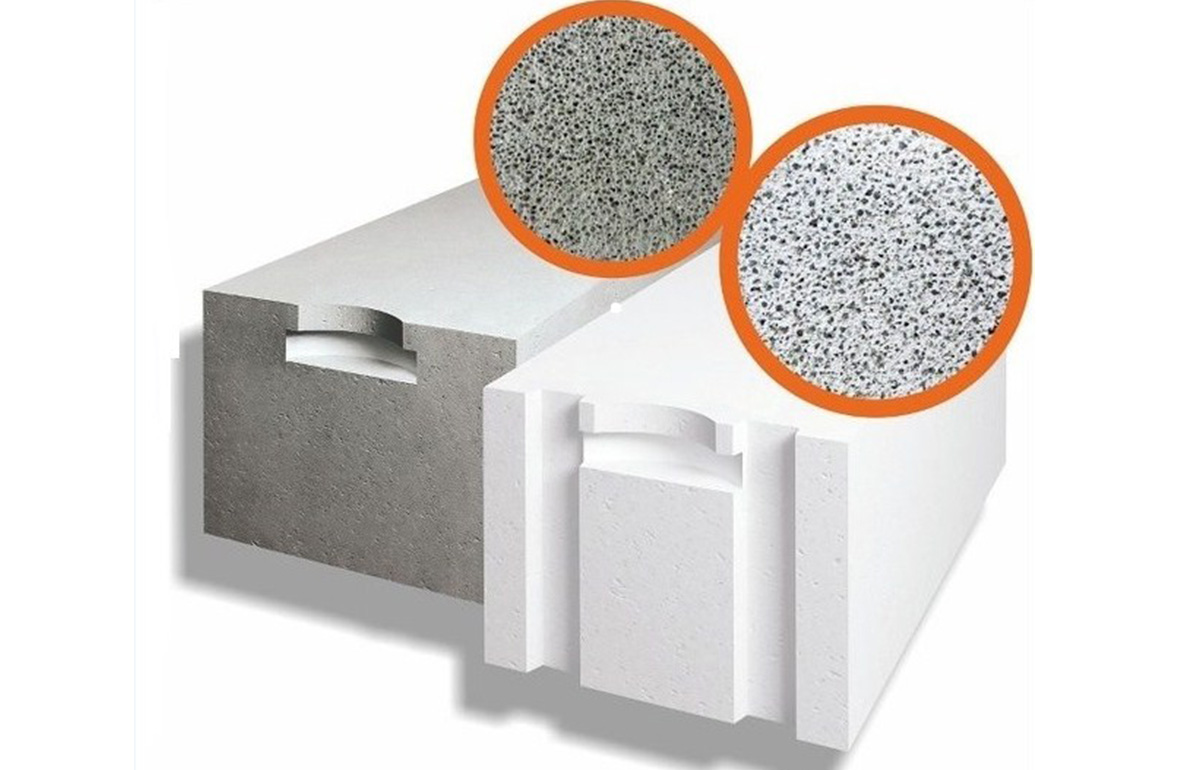
Газосиликат всегда белого цвета, имеет однородную структуру, ровные края и поверхности без сколов, дефектов. Так как газосиликатные блоки подвергаются обработке в автоклаве, их прочностные характеристики намного выше.
Газобетон серого цвета, часто имеет изъяны и дефекты на поверхности, изъеденные края. Он рассчитан на меньшие нагрузки.
Свойства газобетонных блоков: достоинства и недостатки
Газобетон широко используется в строительстве жилых, торговых, промышленных объектов с небольшой этажностью (до 3 этажей). Преимущества пористого бетона такие:
- Небольшой вес газосиликата по сравнению с кирпичом. Масса одного блока составляет 30 – 32 кг, по площади он заменяет около 30 кирпичей, которые весили бы более 100 кг.
- Экономически выгодно – за счет пор требуется меньше количество исходных материалов, меньше работников для кладки, высокая скорость строительства.
- Газосиликат экологически чистый, не содержит искусственных компонентов, не выделяет в воздух вредных веществ.
- Устойчив к огню.
- Достаточная прочность. В многоэтажных конструкциях используют газосиликатные плиты плотностью от 700 до 900 кг/ м куб.
- Сохраняет тепло внутри помещения, теплопроводность 0,1 – 0,12 Вт/м °C.
- Имеет хорошее сцепление с цементом.
- Хорошо гасит шумы.
- Благодаря ячеистой структуре газосиликат хорошо пропускает воздух, внутри дома будет благоприятный микроклимат.
- Не подвержен процессам гниения.
- Благодаря точным размерам не требуется подгонка при укладке плит (отклонения в геометрии не превышают 1,5 мм).
- Газобетон легко подвергается обработке – можно резать, пилить, сверлить, штробить, обтесывать. Для этого подходят инструменты из стали, специальные напайки из твердых сплавов не требуются.
- Имеет низкий уровень естественной радиоактивности, так как в составе нет тория, урана (слюда и гранит в процессе производства не используются).Безотходное производство, так как срезанные при формовании части газосиликата подвергаются повторной переработке.
Как у любого материала, у газосиликата есть и недостатки:
- Легко впитывает влагу, поэтому наружные поверхности требуют дополнительной защиты. Также его нельзя применять в качестве строительного материала при влажности выше 65 %.
- Не пригоден для возведения зданий выше 3 этажей.
- Слабое место – стыки между плитами. Их прочность и герметичность зависят от качества и технологии нанесения клея.
Газобетон своими руками
Сделать материал, который по свойствам напоминает газобетон, можно в домашних условиях. Однако надо понимать, что готовые плиты не будут точно соответствовать строительным нормам и требованиям. При отсутствии оборудования, которое обеспечит точное дозирование, качественное перемешивание, автоклавирование, готовая продукция будет уступать по качеству тем газосиликатным блокам, которые изготовлены на производстве.
Чтобы делать газобетон, понадобится оборудование:
- вибросито;
- мельница шаровая;
- бункер-дозатор;
- газобетоносмеситель;
- режущие рамы;
- автоклавный генератор пара.
Компоненты газобетона нужно взять в таких соотношениях:
- песок 450 кг;
- негашеная известь 120 кг;
- цемент 60 кг;
- гипс 0,5 кг;
- вода 450 кг.
После просеивания измельчить компоненты, перемешать, снова просеять. Поместить в бетономешалку и добавить воду, затем 0,5 кг суспензии алюминия. Вылить в форму примерно до половины и оставить на 2 часа для застывания. Распалубить и нарезать застывшую газобетонную массу. При наличии автоклава отправить блоки на затвердение.
И все-таки лучше приобрести газоблоки от производителя в компании Bonolit Group. Здесь изготовление происходит на высокотехнологичных автоматизированных линиях, что позволяет получать продукт, полностью соответствующий заданным характеристикам. Газобетон марки Bonolit отмечен дипломом «100 лучших товаров России» и рекомендован к внесению в Перечень инновационной, высокотехнологичной продукции и технологий. По факту, характеристики газосиликата даже превосходят требования ГОСТ, что подтверждено сертификатами на готовую продукцию.
Bonolit – это новые технологии и лучшее решение для частного домостроения в условиях климата Московского региона. Они отлично переносят изменения температур и способствуют поддержанию идеального микроклимата внутри помещения. Благодаря низкой теплопроводности и способности «дышать», в доме из такого материала тепло зимой и прохладно летом.
Вы также можете заказать проект для дома, внести и согласовать изменения в готовых проектах на использование газоблоков, получить консультацию по поводу технических характеристик материалов, заказать доставку. Здесь же можно купить качественные строительные инструменты, смеси, клеевые составы для разных материалов. По желанию можно пройти обучение, как правильно строить из газобетона, подбирать сопутствующие товары.
Видео: дом из газобетона
Автоклавные газобетонные блоки — какими свойствами и преимуществами обладает стройматериал?

Что такое автоклавная обработка газобетона?
Автоклавная обработка – этап обработки газобетона высокой температурой (190°С) под большим давлением в течении 12 часов. Автоклавами называются металлические емкости, в которые помещаются разрезанные газоблоки.
Обработка автоклавом делается для следующих целей:
- ускорение твердения газобетона;
- повышение прочности;
- уменьшение усадки;
- улучшение однородности структуры;
- улучшение геометрии блоков.
Также автоклав меняет структуру газобетона на молекулярном уровне, образуя новый материал – тоберморит. Этот синтезированный камень обладает свойствами, которые невозможно получить в обычных условиях при стандартном давлении и температуре.
Повторимся, что неавтоклавный газобетон твердеет в естественных условиях, и для его производства дорогое и современное оборудование не требуется. Другими словами, многие производители штампуют газоблоки у себя в гаражах, что не внушает особого доверия.
А теперь более подробно разберемся в различиях газобетонов, и начнем мы с прочности.
Производство
Готовые автоклавные газобетонные блоки получаются вследствие обжигания в специально оборудованных печах, называемых автоклавными. Внутри материал подвергается давлению до 12 атмосфер и температуре около 190 °С. Благодаря такой обработке газоблок твердеет быстрее и становится более прочным, нежели неавтоклавный. При обжиге стройматериал меняет свою молекулярную структуру. В конце газобетон становится похож на вулканическую породу тоберморит.
Перед тем, как использовать неавтоклавные блоки, их выдерживают примерно около одного месяца. При помощи автоклавирования в печке материал схватится быстрее. Автоклавные блоки производятся исключительно на заводах крупных фирм, так как требуется дорогостоящее оборудование и просторное помещение. Производство автоклавного газобетона требует заводских условий, соблюдения четкой технологии, определенных температур и давления в печи. Изготавливаются такие газоблоки по ГОСТу.
Состав автоклавного газобетона
Пористая структура блочных изделий образовывается за счет сферических пор. Их размер варьируется в промежутка от 1 до 3 мм. Качество стройматериала будет зависеть от равномерности распределения воздушных частиц по площади камня и по типу их закрытости.
Автоклавный газобетон имеет стандартный состав. В сырье входят следующие элементы:
• вещества для связывания: негашеная известь, зола, доменный шлак в гранулах; • портланд цемент; • кварцевый песок мелкой фракции; • очищенная вода без присутствия солей; • Порообразующие вещества: алюминиевая пудра или паста с активным металлом от 90%.
Различные присадки и модификаторы не обязательны к добавлению, однако, значительно улучшают характеристики эксплуатации стройматериала. Гипс препятствует быстрому застеванию раствора, а пудра ускоряет образование пористости в блоке.
Преимущества
Газобетонные блоки автоклавного твердения имеют удобные размеры и укладываются гораздо быстрее, чем обычный строительный кирпич. Газобетон обладает высокой противопожарностью: он не воспламеняется быстро и исключает испарение вредных для человека веществ. Это экологически чистый материал, не способный навредить здоровью.
Газобетон автоклавного твердения обладает следующими особенностями и преимуществами:
- Блоки изготавливают исключительно в условиях крупного производства, с соблюдением идеальных пропорций компонентов, следованием определенным этапам.
- Изделия долгое время не могут заплесневеть, обладают стойкостью к вредоносным бактериям, поскольку производятся на основе минерального сырья.
- Здания из такого стройматериала помогают владельцам хорошо сэкономить на отоплении. Газобетон отлично проводит тепло и сохраняет его.
- Легкий вес существенное облегчает и ускоряет строительные работы.
- Изделие обладает хорошей звукоизоляцией. Идеальное решение для многоквартирных зданий и для помещений, в которых необходимо изолировать посторонние шумы.
Прочность
Газобетон без автоклава менее прочен, особенно когда он свежий. Ведь ему, как и обычному бетону, нужно еще время чтобы набрать прочность, а у автоклавного твердение ускорилось в сотни раз благодаря высокотемпературной обработке паром. Но даже при полном затвердении обеих материалов, прочность автоклавного выше на половину и более.
К примеру, автоклавные марки газобетона D500 и D600 обладают классом прочности B2.5 — B3.5, в то время как неавтоклавный аналог той же марки набирает в лучшем случае класс B2.
Достоинства и недостатки материалов
Популярность в малоэтажном строительстве газобетонные блоки заслужили благодаря своим положительными качествами:
- Не горюч. При контакте с открытым огнем не выделяет дыма, токсических веществ. Стены из таких блоков не сгорают и не деформируются. Просто необходимо обновить отделку газобетонного каркаса дома, и можно продолжать его эксплуатировать без дополнительного усиления.
- Небольшой вес. Газоблоки – одни из самых легких стеновых материалов. Его объемный вес может находиться в пределах 300 – 1200 кг/см³.
- Энергосбережение. При использовании ячеистых блоков, в некоторых регионах, делать дополнительное утепление стен ненужно. Пористая структура, заполненная воздухом – отличный теплоизолирующий материал.
- Обрабатываемость. Ячеистые блоки хорошо поддаются любому типу обработки. Но, с неавтоклавными нужно быть предельно аккуратными, так как оно обладают повышенной чувствительностью к растрескиванию.
- Высокая степень теплопроводности. Чем ниже марочная плотность, тем больше такие материалы способны удерживать тепло.
Усадка – одна из главных проблем газобетона. Она дает изменение в геометрических размерах, а в кладке растрескивание штукатурки. В отдельных случаях и самих блоков. В большей степени усадке подвержены изделия, выдержанные на естественном твердении.
Необходимость армирования кладки – особенность строительства из газобетонных блоков, которое можно отнести к недостаткам, так как требует дополнительных денежных и трудовых затрат.
Усадка
Большая усадка блоков может создать множественные трещины в кладке, более того, трещины могут появляться в течении года и более. Чтобы свести такие процессы к минимуму, усадка блоков должна быть минимальной.
Усадка неавтоклавного газобетона составляет от 3 до 5 мм на метр, автоклавного – в десять раз меньше. То есть автоклавный газобетон практически не дает усадочных трещин, при правильной кладке.
Области применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
Важно положить первый ряд идеально ровно.
Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Сейчас читают: Характеристика фибробетона
Вернуться к оглавлению
Геометрия блоков
Геометрия блоков также очень важна, и чем блоки ровнее между собой, тем лучше. Ведь если блоки отличаются между собой на 5 мм, то разницу в уровне необходимо выравнивать клеем, а это мостики холода, которые сильно ухудшают теплоизоляционные характеристики кладки.
Более того, толстые швы дают большую усадку, которая опять же может стать причиной трещин. Опытные строители скажу, что разность в уровнях можно выровнять тёркой по газобетону, но представьте себе, сколько времени на это уйдёт.
А теперь подумаем, где геометрия блоков будет лучше, на высокотехнологичном заводском оборудовании с автоклавами, или в гаражных условиях? Ответ очевиден!
Большинство строителей считает, что самые лучшие и самые ровные блоки получаются у компании AEROC. Средняя цена за куб их газобетона составляет 4000р.
Характеристики
Качество АГБ регламентируется нормативами ГОСТ 31360-2007 и ГОСТ 31359. Рассмотрим основные характеристики, которые им присущи для М600:
- средняя плотность – 600 кг/м³;
- класс прочности – 3,5 Мпа;
- коэффициент теплопроводности в сухом состоянии – 0,14 Вт/(м*°С);
- марка по морозостойкости – не менее F100;
- усадка при высыхании – не более 0,03 мм/м.
Характеристики прочности НГБ для при той же плотности ниже практически в два раза. Теплопроводность и морозостойкость остается на том же уровне. Когда же усадка может доходить до 0,5 мм/м. При этом она может продолжаться и в газоблоковой кладке.
Технология производства тоберморитового и неавтоклавного газобетона Главное сходство, объединяющее технологии изготовления неавтоклавных и тоберморитовых блоков – принцип приготовления рабочей смеси:
- В определенных соотношениях исходные компоненты такие как вяжущее (используется цемент М500Д0, реже М400Д0), кварцевый песок (смалывается до тонины цемента – 2000-3000 см²/г), алюминиевая пудра, известь (в НГБ еще добавляется пенообразователь) смешиваются до однородной массы.
- Готовой смесью заполняют формы примерно на половину. В процессе вспучивания, будущие изделия добирают недостающий объем.
В случае с НГБ формы имеют вид готовых блоков, когда же АГБ заливается в монолитную опалубку. Такое различие обуславливается дальнейшими этапами производства. Неавтоклавные блоки оставляют на сутки в естественных условиях до затвердевания.
Монолитные формы далее отправляют в автоклав, где за несколько часов, в зависимости от плотности, набирается транспортная прочность.
заПри этом само тело не достигает твердости. Его консистенция напоминает пластилин. Оно продавливается на линию резки, где и формируются блоки. Далее их отправляют обратно в установку на срок до 12 часов, где и происходит синтез силикатов.
Мнение эксперта Виталий Кудряшов строитель, начинающий автор
Обратите внимание, что в случае АГБ кварцевый песок расходуется в синтезе газосиликатов. Когда же для блоков естественной выдержки он является простым заполнителем.
Конечная обработка происходит при давлении 12 атм. и температурном режиме 180°С.
Однородность структуры
Под однородностью понимается количество пустот (пузырей), которые определенным образом распределены в газобетоне, и чем они равномерней, тем лучше. Технология автоклавного газобетона гарантирует идеальное распределение пустот, за счет того, что пузыри образовываются и сразу же твердеют, а отдельные блоки получают после разрезания одного большого блока.
Неавтоклавный газобетон делается совсем иначе. В бетонную смесь добавляют пену и газообразователи. В результате пузыри могут подняться ближе к поверхности, а более тяжелые элементы упадут вниз. В итоге, распределение пузырей будет неравномерным.
Теперь давайте подумаем, чем это грозит. Во-первых, там, где меньше пузырей – меньше прочности, а там, где пузырей мало – мостик холода, через который будет быстрее уходить тепло. То есть, показатели прочности и теплопроводности неавтоклавного газобетона очень нестабильны.
Что такое автоклавный газобетон?
Газобетон относится к искусственным строительным материалам. Он имеет пористую структуру и пользуется высокой популярностью в строительстве жилых и промышленных зданий. В зависимости от способа производства газобетон делят на автоклавный и неавтоклавный. Эта статья поможет разобраться в технологии производства автоклавного газобетона, его преимуществах и недостатках.
Состав
Автоклавный газобетон получают с помощью обжигания блоков в специальных автоклавных печах, где их подвергают высокому давлению до 12 атм. и температуре в 191 °С. Это позволяет не только ускорить процесс отвердения материала, но также получить материал с улучшенными характеристиками прочности в сравнении с обычными неавтоклавными блоками. В процессе обжигания изменяется молекулярная структура материала и в результате получают газобетон, напоминающий вулканическую породу тоберморит.
 Автоклавный газобетон получают при обжигании материала в специальных печах, в которых на него воздействуют высоким давлением и температурой
Автоклавный газобетон получают при обжигании материала в специальных печах, в которых на него воздействуют высоким давлением и температурой
Газобетон, полученный путем автоклавного обжигания, часто называют газосиликатом. Его состав включает:
- Портландцемент.
- Кварцевый песок.
- Известь.
- Алюминиевую пудру.
- Гипс.
- Воду.
При изготовлении газосиликата соблюдают точные пропорции этих материалов. Гипс добавляют, чтобы масса сразу не густела, а алюминиевая пудра помогает процессу образования множества пузырьков.
Достоинства материала
Удобные размеры газобетонных блоков автоклавного твердения облегчают проведение работ. Они позволяют совершить кладку строительных элементов быстрее, в сравнении с кладкой обычного кирпича. Газосиликат соответствует нормам пожарной безопасности, так как не выделяет вредных веществ во время горения и быстро не загорается.
 Газобетонные блоки устойчивы к вредным микроорганизмам и плесени, так как производятся из минерального сырья
Газобетонные блоки устойчивы к вредным микроорганизмам и плесени, так как производятся из минерального сырья
Газобетон – плюсы и минусы
Достоинства
- Высокие теплоизоляционные показатели. Дома из газосиликатных блоков надежно сохраняют тепло. С их помощью хозяева могут значительно сэкономить на дополнительном отоплении.
- Небольшой вес блоков. Это позволяет облегчить работу с материалом и уменьшает нагрузку на основание здания.
- Высокая звукоизоляция материала. Является хорошим преимуществом при выборе квартиры в многоэтажном доме.
Недостатки
- Плохая прочность на сжатие и разрыв. Во время строительства применяется армирование, которое уменьшает вероятность образования трещин в стенах здания.
- Высокая стоимость блоков. Газосиликат практически не производят на малых производствах из-за необходимости автоклавных печей. Большое производство предусматривает выпуск качественной продукции и соблюдение стандартов производства, однако за такую работу придется немало заплатить.
- Низкая влагостойкость. Из-за пористой структуры блоков в них быстро проникает влага, что не позволяет использовать их в ванных комнатах.
- Повышенная хрупкость блоков. Пузырьки воздуха создают пористую структуру, и материал легко подвергается механическим повреждениям.
 Растворные швы и армопояс снижают теплоизоляцию автоклавных газобетонных блоков
Растворные швы и армопояс снижают теплоизоляцию автоклавных газобетонных блоков
Области применения
Экологичность состава сделали автоклавные блоки общедоступными как в массовом, так и в индивидуальном строительстве. Их применяют во многих сферах, а из-за хороших теплоизоляционных свойств такие блоки используют в строительстве школ, государственных учреждений и больниц. Крупные габариты блока позволяют быстро возводить здание, что очень удобно в проектировании многоэтажных построек. Их часто применяют при возведении стен помещения, а также в реставрации старых зданий. Газобетонные блоки часто применяют в строительстве дач, загородных домов, гаражей и пристроек к дому.
Производство
Неавтоклавным блокам требуется около месяца выдержки перед использованием. Обработка автоклавной печкой позволяет сократить сроки схватывания материала. Производством обжиговых блоков часто занимаются крупные производители (автоклавные газоблоки производят только на заводах), так как для этого требуется дорогостоящее оборудование и большие помещения. Технология производства соответствует ГОСТу, поэтому при обжигании в автоклавах специалисты четко соблюдают определенные температуры и давление в печи.
Подготовка компонентов
Все расходные материалы завозятся на завод автотранспортом и хранятся в специальных бункерах. Перед использованием кварцевый песок и остальные компоненты проходят специальную обработку. Кварцевый песок подается ленточными транспортерами в шаровую мельницу, где его мелко размалывают в порошкоподобную массу. Масса хранится в больших шламбассейнах, оснащенных мешалкой, которая доводит сырье до нужной консистенции. Подготовленный материал подается в машины, формирующие необходимые пропорции каждого компонента.
 Вся работа на заводах по изготовлению автоклавного газобетона автоматизирована
Вся работа на заводах по изготовлению автоклавного газобетона автоматизирована
Дозировка и перемешивание
Дозировка компонентов проводится по проверенной и отработанной рецептуре. С помощью автоматики каждый компонент точно взвешивается и подается в смеситель. Перед подачей алюминиевой пудры она также проходит предварительную обработку. Этот материал взрывоопасен, поэтому в помещении соблюдают все положенные нормы пожарной безопасности.
Смешивание составляющих происходит на специальных конвейерах. Компоненты перемешиваются с водой до образования консистенции сметаны. Автоматизированное смешивание проводят на высокой скорости в течение 4–5 минут. После замеса смеситель очищается водой и заполняется следующей порцией.
Нарезка на блоки
После перемешивания масса заливается в большие стальные формы на половину ее объема, так как после вспучивания материала она заполнит форму до краев и станет пористой. Перед нарезкой на блоки материал оставляют на 2,5 часа для созревания и набора необходимой прочности. Время созревания смеси определяется рецептурой и внешними условиями, созданными в помещении. После этого материал подается на нарезку. Нарезка газобетона выполняется на автоматизированных линиях специальными струнами. В заданной последовательности газобетонный материал поддается вертикальной, горизонтальной резке с помощью триммера.
 Нарезка газобетона на блоки происходит на специальных линиях проволочными струнами
Нарезка газобетона на блоки происходит на специальных линиях проволочными струнами
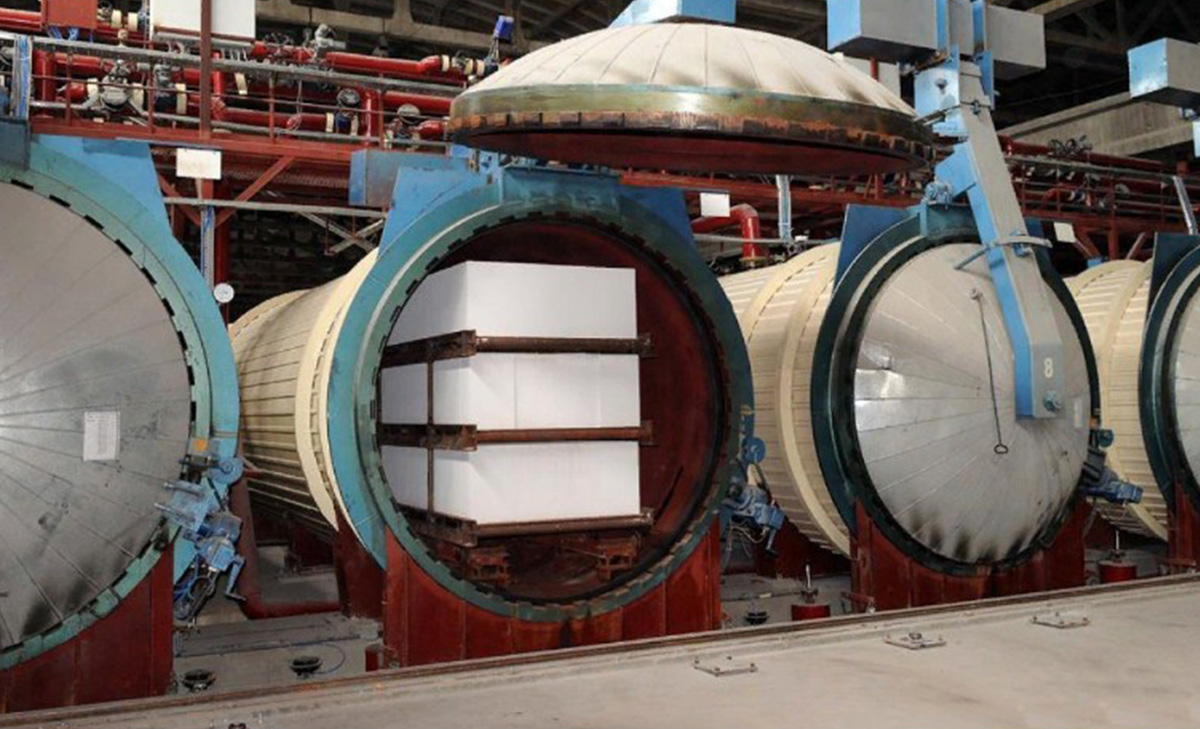
Автоклавная обработка
Автоклавная обработка изменяет молекулярную структуру блоков, позволяет им окончательно созреть. Изделия помещаются в автоклавную печь в среднем на 12 часов. После закрытия печи в ней происходит автоматическое плавное повышение температуры до 190 °C. При создавшемся вакууме внутри печи плавно повышается давление до 12 бар. На современных заводах установлены автоклавы, в которых лишний пар автоматически перемещается из одной печи в другую.
 Поддержание созданной температуры сохраняется в печи на протяжении 6 часов
Поддержание созданной температуры сохраняется в печи на протяжении 6 часов
Сортировка и упаковка
После обработки блоков в печах, их выгружают с помощью специального оборудования. Блоки выезжают на решетках друг за другом, кран снимает их с решеток, чтобы загрузить на них следующую партию блоков.
Снятые блоки размещают на деревянных поддонах и упаковывают в пленку. Готовые поддоны перевозят погрузчиком на склад готовой продукции. Так их хранят, защитив от влаги. Со склада товар доставляют в специализированные магазины.
 Готовые газобетонные блоки складываются на поддоны и упаковываются специальной пленкой
Готовые газобетонные блоки складываются на поддоны и упаковываются специальной пленкой
Армировать или нет?
При строительстве жилых и общественных зданий из газоблоков необходимо выполнить армирование. Это исключает продольную деформацию стен, возникающую из-за перепада температур и усадки материала. Установленная арматура примет на себя дополнительные нагрузки и увеличит долговечность возведенного здания.
Необходимость армирования предусматривается специалистами еще во время проектирования здания. Чаще всего армирование применяется:
- на конструкциях с повышенной нагрузкой;
- под проемами окон;
- после возведения фундамента во время укладки первого ряда блоков;
- в каждом 3–4 ряду кладки стены.
 Арматура газобетонных стен воспринимает на себя растягивающие нагрузки
Арматура газобетонных стен воспринимает на себя растягивающие нагрузки
Рекомендации
Многих непрофессиональных строителей волнует вопрос:
- «Как армировать газобетонную кладку?» Прутья укладывают с двух сторон блока в специально проделанные штробы (канавки), они не увеличивают толщину кладочных швов и не снижают теплоизоляционные характеристики газобетонных блоков. Такие канавки прорезают ручным штроборезом и перед кладкой прутьев очищают от пыли строительным феном. Лучше всего использовать периодическую арматуру диаметром 8 мм.
- «Можно ли строить баню из газобетона?» Существует много преимуществ и недостатков при строительстве бани из газобетона. Такие блоки имеют высокие теплоизоляционные свойства, экономичны, с ними легко работать, они не гниют и полностью экологичные. В отличие от деревянной бани, такая баня в процессе строительства требует дополнительных расходов на гидроизоляцию и внутреннюю отделку, так как этот материал отличается низкой влагостойкостью. Для надежной гидроизоляции газобетона можно использовать стекловолокно, а стены и пол утеплить минеральной ватой.
- «Какое отличие газобетона от газосиликата?» Газосиликат – это автоклавный газобетон, в состав которого входит известь, а созревает он в автоклавах. Главным материалом обычного неавтоклавного газобетона является цемент и затвердевает он естественной выдержкой на свежем воздухе на протяжении месяца. Технология производства и различный состав материалов также влияет на отличия этих блоков по цвету (газосиликат имеет белый цвет, газобетон – серый оттенок).
Выводы
Автоклавный газобетон имеет высокие показатели качества и используется для строительства разного вида зданий. Как и все материалы, он имеет свои преимущества и недостатки, с которыми необходимо ознакомиться перед проведением строительных работ. Преимущество автоклавных блоков перед неавтоклавными в том, что первые производятся на крупных автоматизированных заводах и чаще соответствуют ГОСТам и стандартам качества.
Описание газобетонных блоков автоклавного твердения
Одним из востребованных материалов для строительных работ является газобетон. Его ещё называют ячеистым или лёгким. Подробнее о материале, его плюсах и минусах – ниже.
- Что такое автоклавный газобетон — особенности и характеристики
- Чем отличается от неавтоклавного
- Преимущества и недостатки
- Виды блоков автоклавного твердения, где применяются
- Технология производства
- Что входит в состав, компоненты
- Дозировка и перемешивание
- Блочная нарезка
- Обработка в автоклаве
- Нуждается ли автоклавный бетон в армировании
Что такое автоклавный газобетон — особенности и характеристики
Это материал искусственного происхождения, разновидность пористого бетона, в котором имеются сферические микроскопические ячейки. Благодаря пористой структуре газобетон отличается высокой теплоизоляцией, небольшим весом.
Чем отличается от неавтоклавного
В зависимости от способа изготовления выпускают следующие виды бетона:
- Неавтоклавный газобетон – не подвергается термической обработке. Высыхание и твердение изделий проходит в природных условиях или при незначительном нагревании. После затвердевания бетон получается серой окраски.
- Автоклавный газобетон – сушат в специальной печи. Получаются блоки почти белого цвета с особыми свойствами.
Автоклавный и неавтоклавный газобетон, отличия:
- Прочность. К стене из автоклавных блоков можно прикрепить предметы, имеющие большую массу, например, колонку, полку, шкаф, кондиционер. Неавтоклавные блоки такой нагрузки не выдержат.
- Стабильное высокое качество автоклавных газоблоков, так как их изготавливают только на крупных производствах в отличие от неавтоклавного материала, который часто производят кустарными способами.
- Малая усадка при эксплуатации автоклавного бетона – 0,5 мм/м; неавтоклавного – до 3 мм/м.
Преимущества и недостатки
Преимущества и недостатки материала представлены в таблице
· Устойчивость к плесени и гнили.
· Простота обработки (резки, шлифовки); даже с помощью ручных инструментов можно придать блокам любую форму.
· Хорошая вентиляция и шумоизоляция создают комфортный микроклимат.
· Низкая теплопроводность, сохранение тепла в помещении.
· Морозостойкость, высокая устойчивость к резким перепадам температур.
· Небольшой вес позволяет снизить затраты на транспортировку.
· Для крепления тяжелых конструкций необходимы крепежи (пластиковые распорные анкера).
Исправить такой недостаток как гигроскопичность можно с помощью гидроизоляционной пропитки или покрытия, содержащего плиточный клей.
Гидрозащита необходима, если это:
- подземные части зданий (цоколь, фундамент, подвал);
- первый ряд кладки;
- помещение с повышенной влажностью (бассейн, душевая, ванная комната).
Виды блоков автоклавного твердения, где применяются
Учитывая различия эксплуатационных свойств, для постройки жилых домов можно использовать автоклавный газобетон, тогда как неавтоклавный применяют в технических постройках — заборы, сараи для животных, гаражи, беседки.
Газобетонные автоклавные блоки часто используют при возведении однослойных, двухслойных и комбинированных стен, внутренних и наружных стен.
Из них строят здания:
- жилые;
- коммерческие;
- производственные;
- административные.
Из этого бетона могут сооружать противопожарные перегородки и стены, использовать в качестве наполнителя каркасов из стали и бетона.
Благодаря многочисленным положительным свойствам автоклавный бетон применяют для создания стеновых панелей жилых, коммерческих, промышленных зданий. Для типовых крупнопанельных построек панели собирают из отдельных секций.
Газоблоки, получаемые путем обработки в автоклавных печах, плотностью 800-1000 кг/м 3 используют в качестве перекрытия; плиты меньшей плотности применяют в качестве теплоизоляции чердаков, подвалов и т. д.
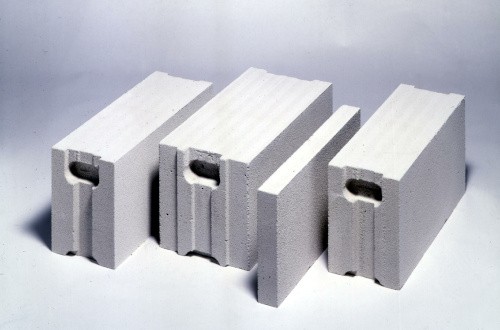
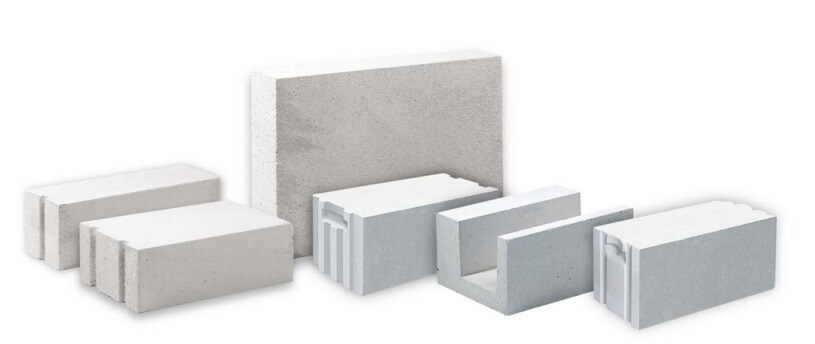
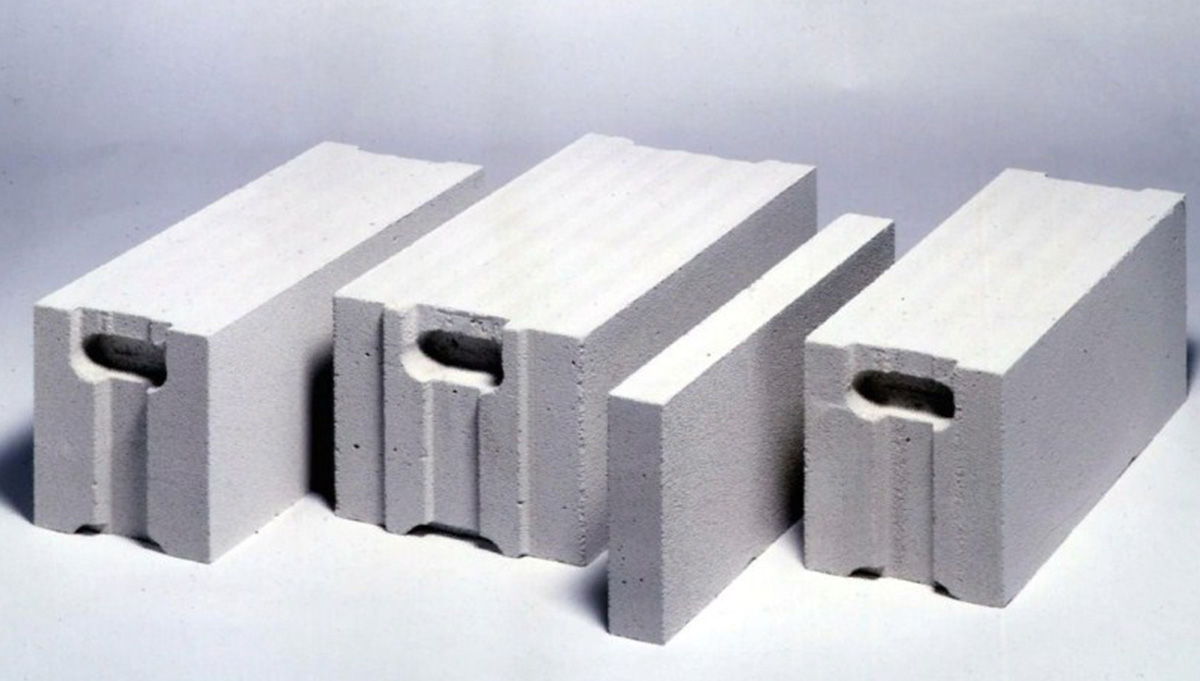
В зависимости от формы блоки бывают:
- Прямоугольные;
- Т-образные;
- U-образные;
- дугоподобные.
Наиболее распространённые габаритные размеры газоблоков составляют 60×25 см, толщина – от 7,5 до 50 см, хотя при необходимости – до 3 м. Иногда предусматривают специальные впадины и выемки, называемые гребень и паз, которые позволяют сделать стену идеально ровной.
На стройплощадку материал привозят уже в виде готовых строительных блоков, отрезанных по размеру, отшлифованных, поэтому укладываются быстро, без дополнительных расходов на отделочные материалы. Правильно уложить стену из газоблоков сумеет даже неквалифицированный рабочий в короткий срок.
Технология производства

Первый этап технологического процесса, чтобы изготовить газоблок автоклавный, – получение исходного песчано-цементного раствора заданного состава, нужной консистенции.
Что входит в состав, компоненты
У газобетона естественной выдержки и автоклавной почти одинаковый состав.
- цемент;
- чистый песок мелкий, размер зёрен не более 2 мм;
- вода химически чистая, средней жёсткости;
- алюминиевая паста или порошок, негашёная известь с целью запуска процесса вспенивания;
- компоненты, улучшающие свойства, ускоряющие процесс затвердевания (необязательные добавки).
Технологический процесс с использованием автоклава включает следующие этапы:
- Дозировка песка, воды. Измельчение в шаровой мельнице.
- Поэтапное добавление цемента, извести, алюминиевой пыли; перемешивание.
- В результате химической реакции выделяется газ, который необходим для получения пористой структуры материала.
- Заполнение форм полученным раствором.
- Частичное затвердевание бетона до первичной прочности.
- Разрезание на блоки необходимых размеров с помощью промышленных струн или проволочных пил.
- Автоклавное твердение – это пропаривание бетонных изделий в течение 10-12 часов.
- Досушивание на складе в течение 28-30 суток.
Дозировка и перемешивание
Чтобы получить газобетон с заданными свойствами, необходимо строго соблюдать пропорции исходных компонентов, их качество и количество. Каждый компонент взвешивается и отправляется в смеситель. Перед добавлением алюминиевой пудры, ее тщательно обрабатывают.
Особые требования предъявляются к однородности рабочего раствора, поэтому требуется тщательное перемешивание с водой до сметанообразной консистенции.
Автоматизированное смешивание проводится на высокой скорости 4-5 минут. Затем смеситель очищают водой и отправляют в него следующую порцию.
Блочная нарезка
Особенностью газобетона является возможность получить блоки различных размеров. Этот материал легко обрабатывается, режется с помощью простого ручного или электрического инструмента:
- специальная ручная ножовка,
- цепная электропила,
- сабельная пила,
- пила типа «Аллигатор»,
- станок для резки газобетонных блоков.
Обработка в автоклаве
Основное оборудование технологического производства – это автоклав. Представляет собой герметичный аппарат, в котором создаётся высокое давление до 12 кг/см 3 ; блоки прогревают водяным паром до температуры около 200 0 С. Температуру повышают постепенно, чтобы не нарушить пористую структуру. При автоклавном твердении из материала быстрее удаляются излишки влаги, поры внутри газоблока распределяются равномерно.
Промышленное производство газобетона на специальном оборудовании обеспечивает высокое качество готового продукта. Все процессы автоматически контролируются, легко налаживаются на рецептуру с заданными характеристиками, необходимую заказчику.
Нуждается ли автоклавный бетон в армировании
Ответ на этот вопрос должен решаться на стадии проектирования сооружения.
При возведении многоэтажных зданий из блоков автоклавного бетона для усиления стен требуется армирование.
В качестве армирующего материала чаще всего применяют арматуру из стальных (металлических) прутьев. Широко используют другие суперпрочные материалы, которые одновременно делают бетон легче:
- углеволокно;
- стеклоткани;
- стеклопластик;
- углеродный нетканый материал.
Когда армирование необходимо:
- Самый нижний ряд кладки.
- Если стены длинные, их можно укрепить армопоясом.
- Каждый четвертый ряд кладки, если протяженность стены превышает 6 м.
- Оконные, дверные проёмы.
- Самый верхний ряд кладки, на который опирается крыша дома.
Выбирая строительный материал, следует учитывать допустимую нагрузку на стены, габаритные размеры блоков, теплотехнические показатели, стоимость. Среди строительных материалов газобетонные автоклавные блоки пользуются всё большим спросом за счет большого количества преимуществ.

Технология изготовления газобетонных блоков своими руками

Технология укладки стен из газобетонных блоков

Технология укладки газобетонных блоков на клей-пену

Технология укладки внутренних перегородок из газобетонных блоков





